MeshMixer est un logiciel gratuit de modélisation 3D qui permet de créer mais surtout de corriger des modèles 3D facilement. C’est surtout cette dernière option qui est intéressante car lorsque l’on va numériser un objet, celui-ci ne sera pas nécessairement fermé. Il sera donc obligatoire de reprendre le fichier pour y apporter potentiellement des corrections.
Il sera néanmoins important de maîtriser à minima les fonctionnalités de base du logiciel, avant de se focaliser sur les outils et bonnes pratiques permettant une impression 3D réussie. Petit résumé donc des fonctions principales ci-dessous.
Modéliser pour l’impression 3D
Créer un modèle grâce à la combinaison de mesh
Comme son nom l’indique, MeshMixer propose de créer des modèles 3D à partir de volumes existants, qui seront combinés entre eux grâce à des outils simple d’utilisation. Exit donc ici la modélisation telle que nous avons pu le voir au travers de FreeCAD ou de Blender.
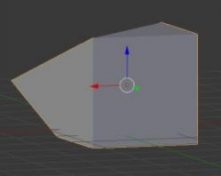
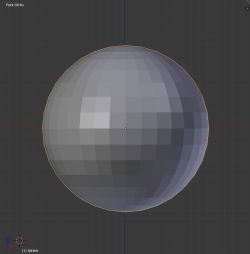
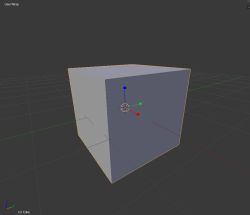
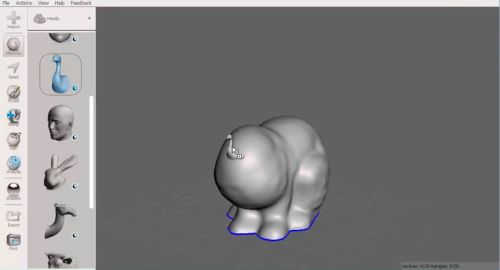
L’onglet MeshMix contient une banque de modèles 3D qui vont pouvoir être intégrés à votre modèle de base. Il existe deux types de volumes : les « volumes ouverts » – représentés par une icône en demi-sphère blanche – et les « volumes fermés » – représentés par une icône en cube bleu. Un volume fermé s’intègre au volume principal, alors qu’un volume ouvert s’attache au volume principal. Cette différence doit être prise en compte pour être certain que le modèle final sera imprimable.
Attacher un « volume ouvert » à votre modèle de base.
C’est très simple : il suffit de cliquer sur l’élément à ajouter et le déplacer à l’emplacement voulu. Avant de faire cette opération, il peut être nécessaire de supprimer une partie du modèle de base. Cliquer sur l’onglet Select et sélectionner la partie du modèle à supprimer.
Sélectionner ensuite Edit –> Erase and fill et valider.
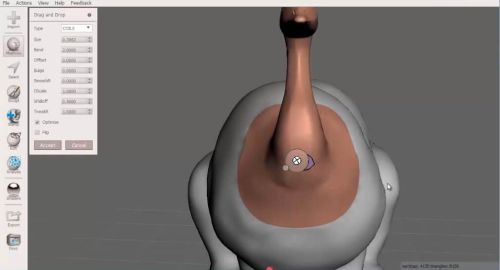
On peut maintenant attacher le volume ouvert au modèle.
On peut facilement déplacer, ajuster, tourner ou adapter la taille du volume ouvert, qui restera attaché à modèle 3D de base.
Combiner un « volume fermé » à votre modèle de base.
Le mode opératoire est le même que pour un volume fermé. Le problème généré ici est qu’il y a intersection de volumes et non plus attachement.
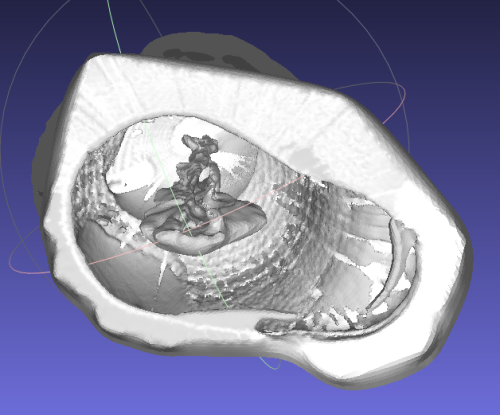
L’impression sera impossible dans la mesure où il existe dans ce modèle des surfaces « internes » à la pièce.
Rendre un modèle 3D imprimable
Pour rendre le modèle imprimable, il va donc falloir supprimer toutes les intersections des volumes. Pour cela, il faut utiliser l’outil Make Solid, contenu dans l’onglet Edit.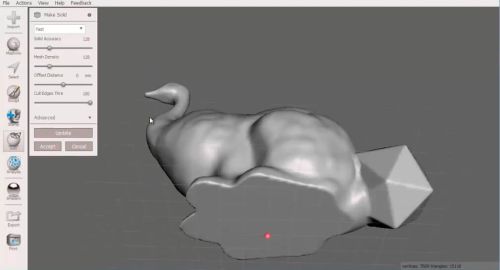
Cet outil génère un volume propre et rempli, sans géométries internes, et donc parfaitement imprimable. De plus, vous pouvez au moment de la génération régler les valeurs de résolution du mesh et la qualité, ce qui permettra d’avoir une surface lisse et propre.
Redimensionner un modèle 3D imprimable
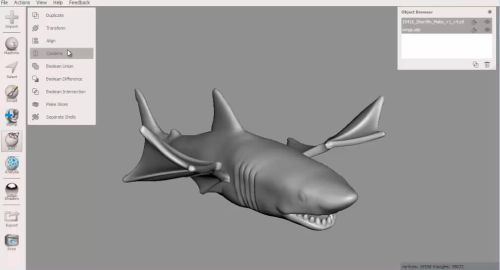
Avant de redimensionner notre modèle, il faut être certain que tous les éléments qui le constitue sont fusionnés. Dans la fenêtre « Object Browser » (activable depuis le menu View), sélectionner les différents éléments. Cliquer ensuite sur Combine depuis l’onglet Edit.
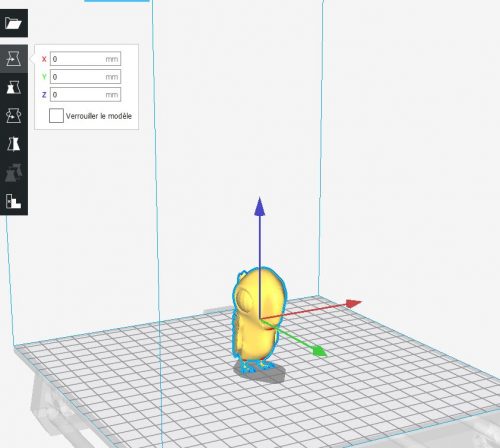
On peut maintenant redimensionner le modèle : onglet Analysys, choix Units/Dimensions.
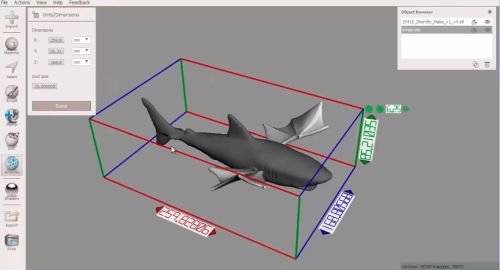
On peut soit saisir les dimensions dans les champs X,Y,Z, ou faire varier directement sur le modèle.
Analyser et exporter votre modèle 3D pour une impression optimale
Depuis l’onglet Analysys, cliquer sur Inspector. Lancer Auto Repair All.
Cet outil analyse le modèle et détecter les problèmes potentiels, et les résoudre (normalement).
Imprimer votre modèle 3D depuis l’interface de MeshMixer
Il est possible d’envoyer directement le fichier vers le slicer de votre choix en cliquant sur l’onglet Print.
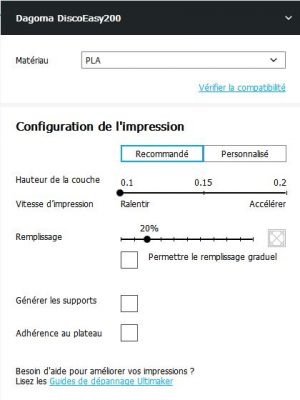
Avant tout : configuration de l’imprimante
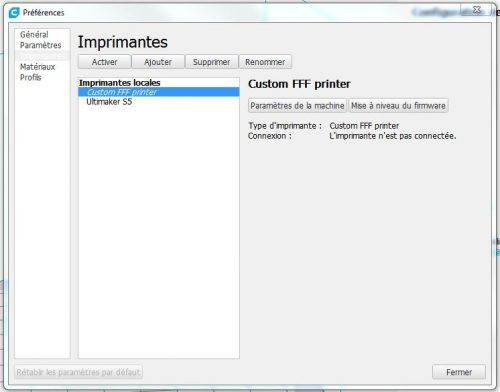
Une petite configuration est nécessaire si l’on veut que notre imprimante soit identifiable dans la liste. En cliquant sur « Printers preferences », puis l’onglet « Printers », on obtient la liste des imprimantes connues.
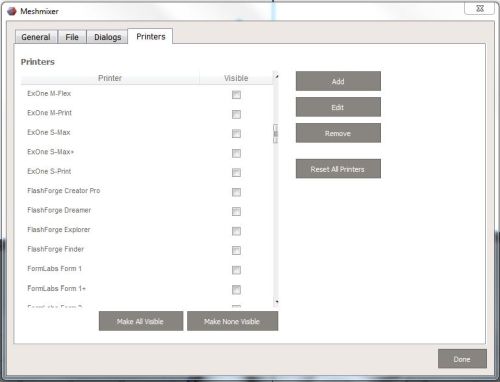
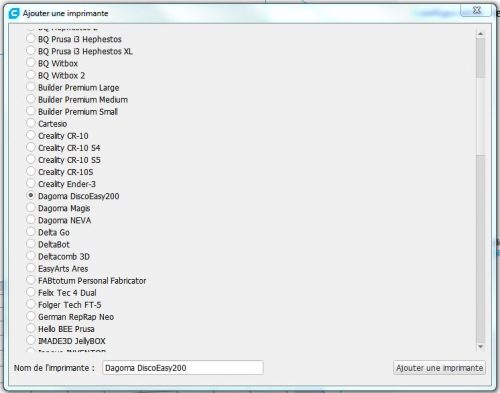
Cliquer sur Add pour créer une nouvelle imprimante.
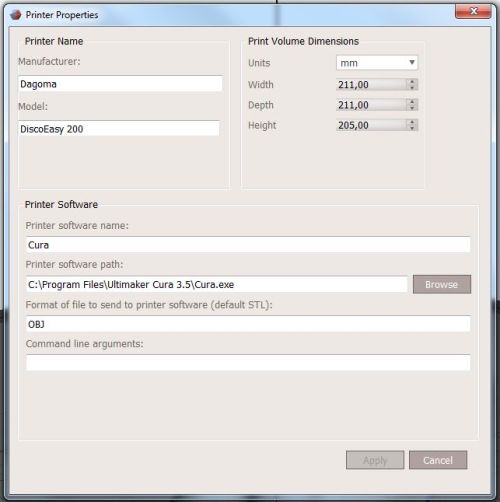
Renseigner les éléments caractéristiques de l’imprimante ainsi que le chemin vers le slicer à utiliser (ici Cura). Rien ne vous empêche de créer plusieurs profils avec des slicers différents.
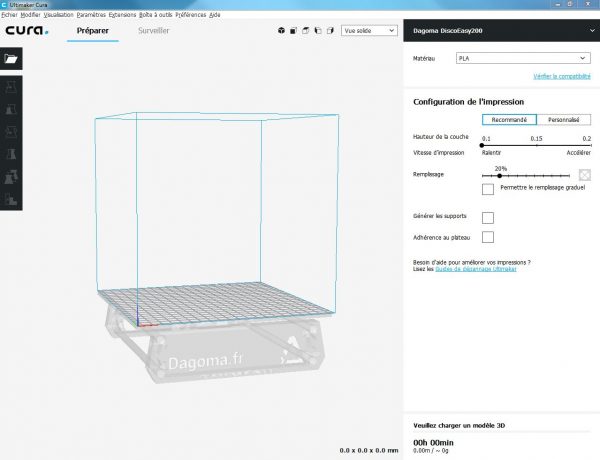
on peut maintenant cliquer sur print
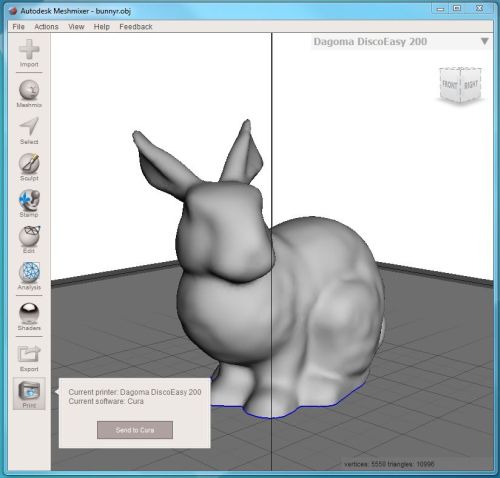
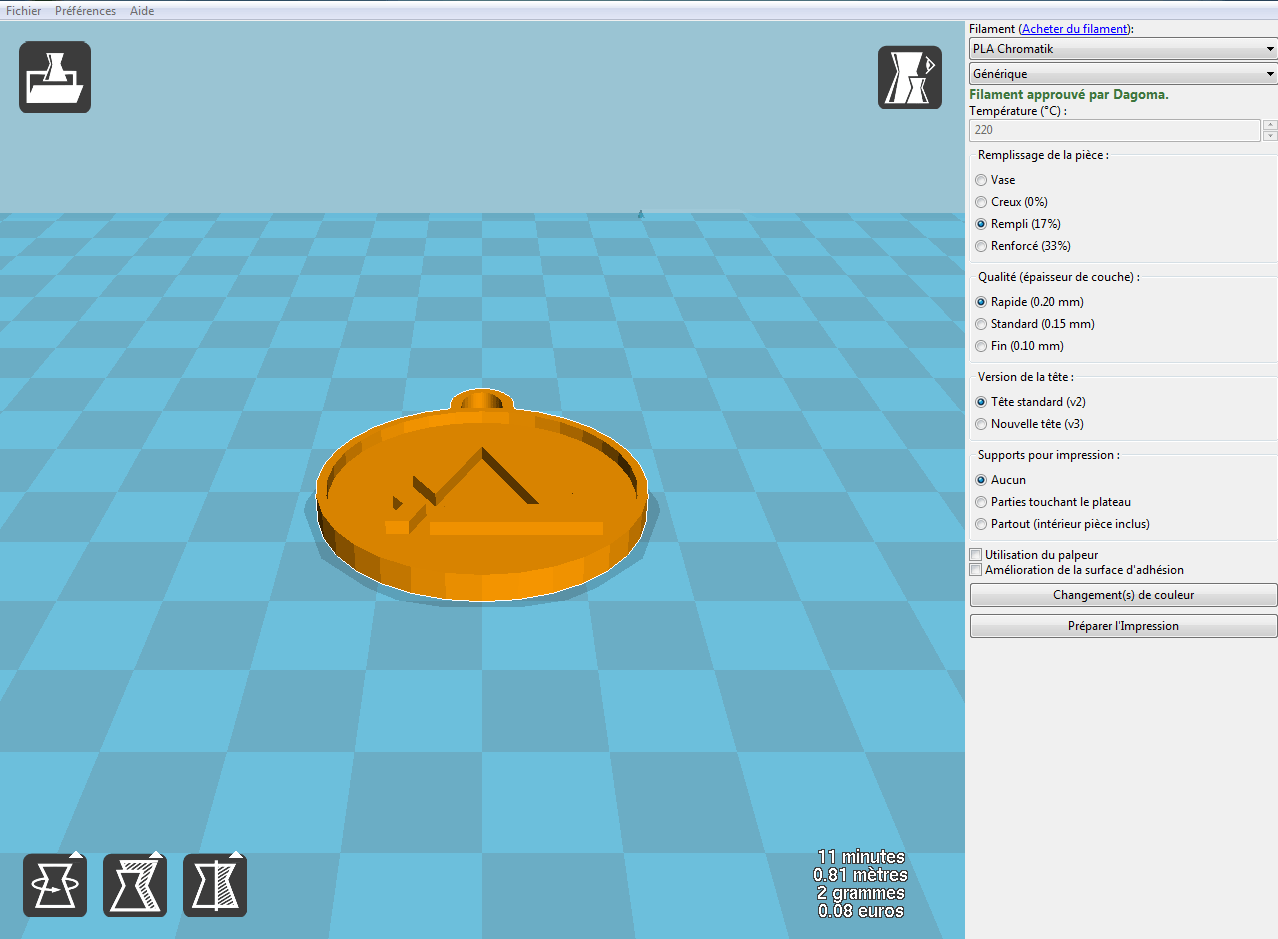
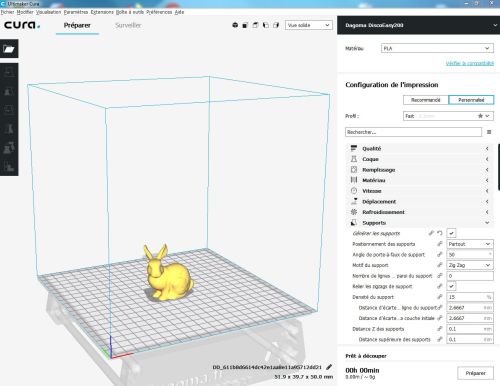
Un clic sur « Send to Cura » (parce que c’est ce qui est défini pour le profil d’imprimante sélectionné). Et on se retrouve directement sur le slicer.
Corriger les problèmes de modélisation
Nous arrivons (enfin) à la partie qui nous intéresse principalement : la correction d’un modèle avant impression.
Suppression des éléments singuliers
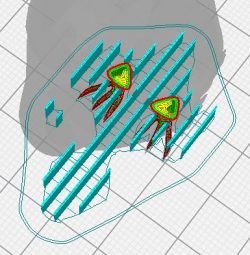
Lorsque qu’un objet à été modélisé ( par photogrammétrie par exemple), il est très probable que des éléments indésirables se trouveront dans le périmètre de l’objet.
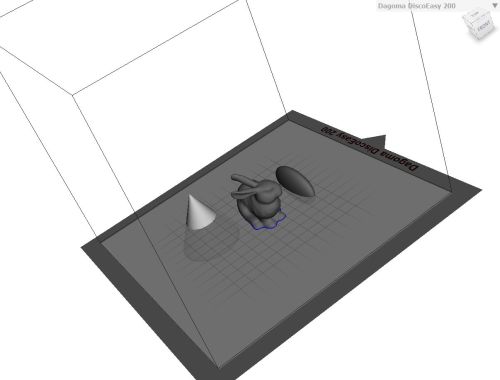
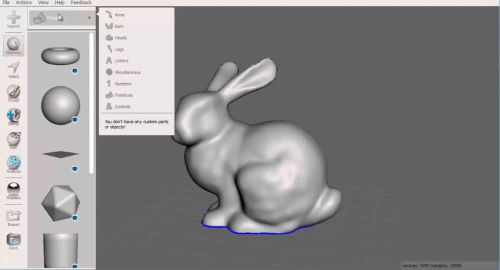
Exemple ici : seul le lapin m’intéresse.
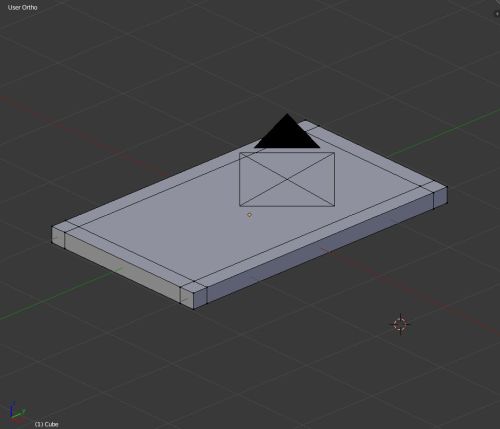
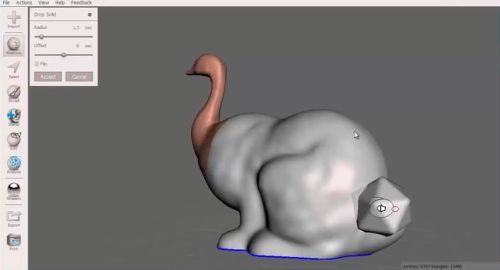
Pour supprimer les éléments singuliers, on utilise l’outil de Sélection, pour tracer une ligne séparant le modèle 3D des autres éléments.
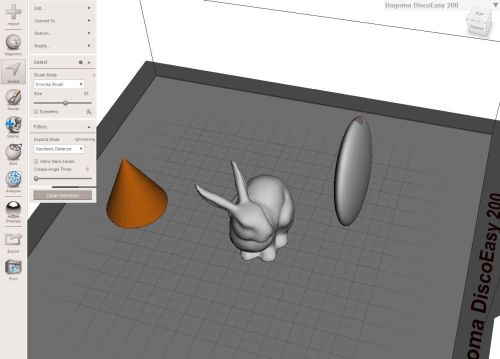
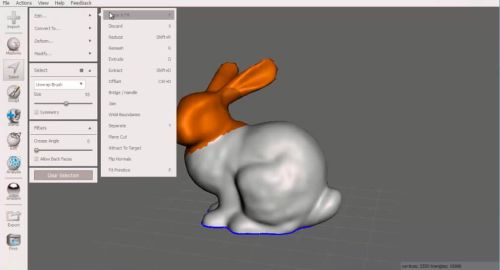
Ici sélection du cône. Puis Edit –> Discard. Le cône a disparu.
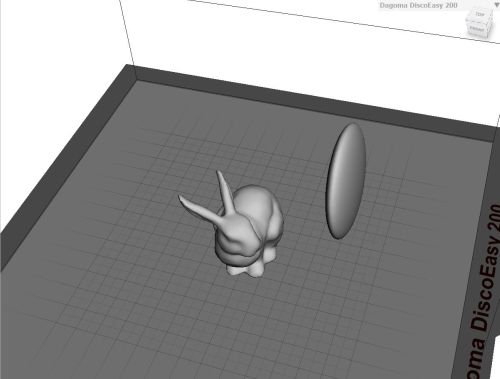
On répète l’opération tous les éléments indésirables.
S’assurer que le modèle est fermé
Pour pouvoir être imprimé, un modèle 3D ne doit pas comporter de trous. Cela peut être le cas lors d’une numérisation, car la face touchant le support n’est pas représentée. Mais cela peut aussi être le cas lorsque des modifications (suppression de détails) a été réalisée.
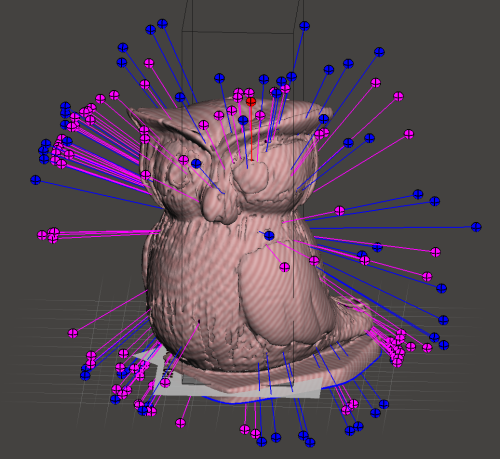
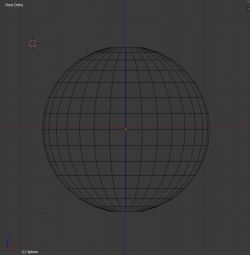
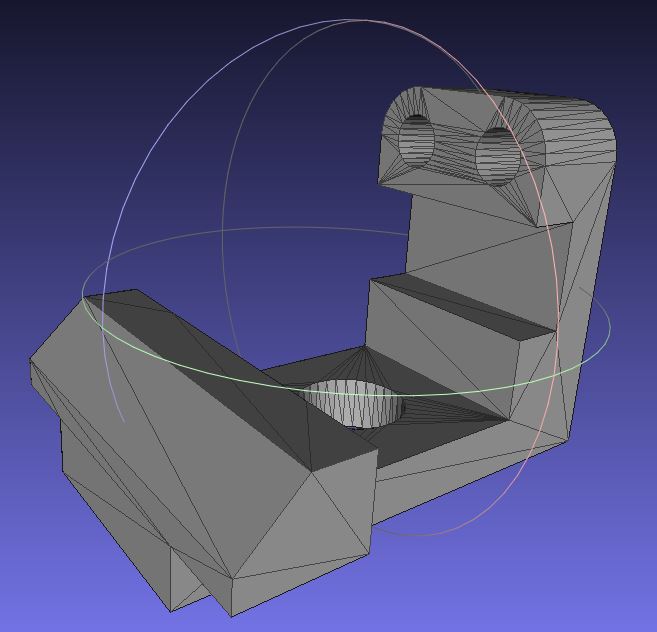
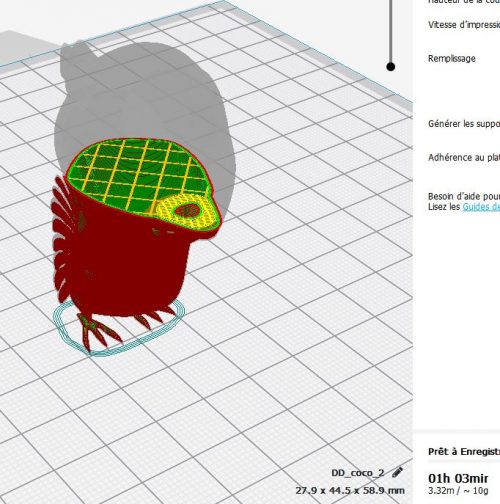
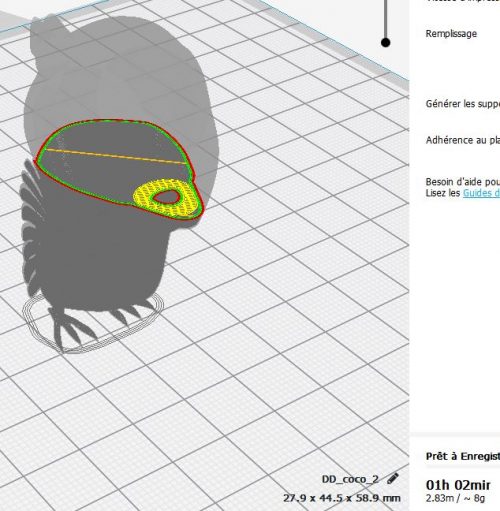
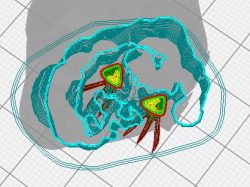
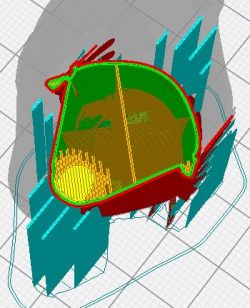
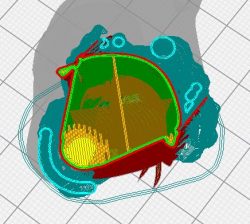
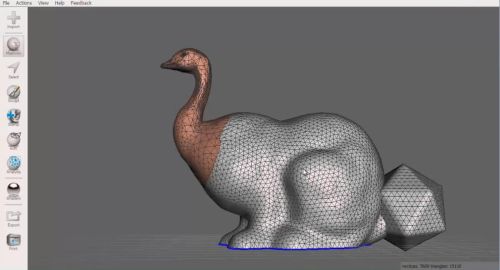
Prenons l’exemple ci-dessous, sur lequel j’ai volontairement supprimé plusieurs facettes. Le modèle est représenté en mode wireframe afin de bien voir les « trous ».
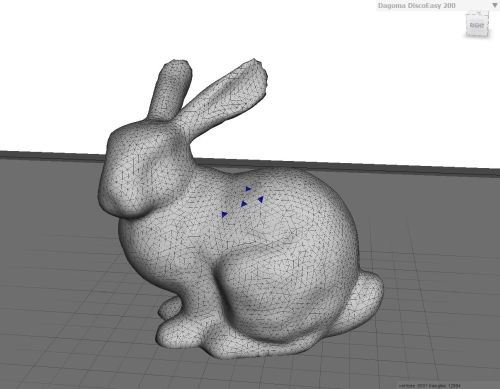
Dans l’onglet Analysis, cliquer sur l’option Inspector.
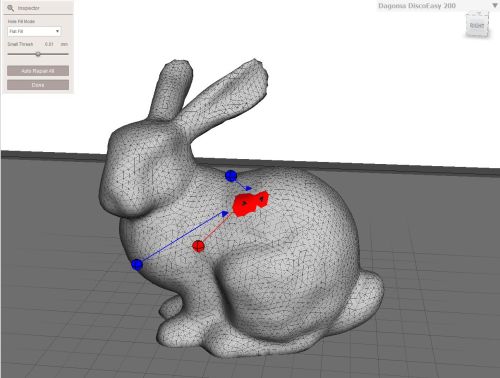
On peut alors soit cliquer sur chacune des anomalies, soit cliquer sur Auto Repair All pour réparer le modèle.
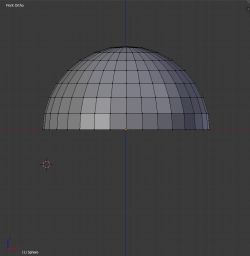
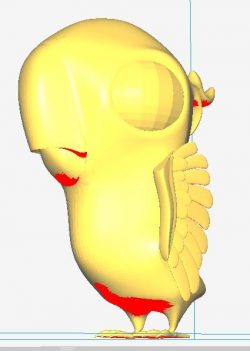
créer une surface lisse et plane à la base du modèle.
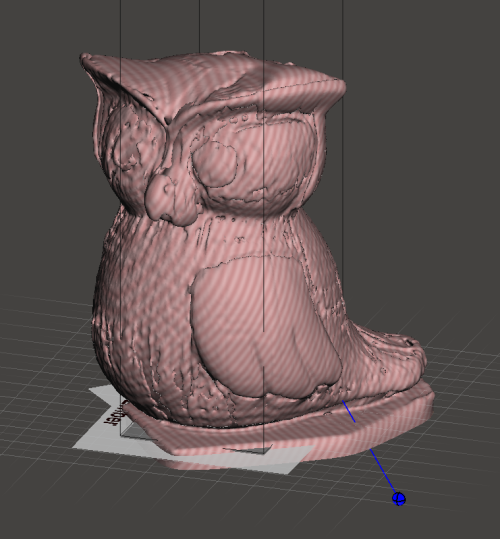
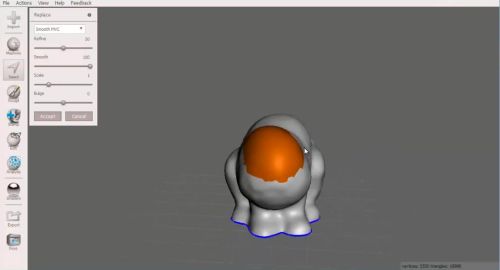
L’outil Plane cut permet de créer une base plane et lisse sur votre modèle, et par la même occasion, fermer la surface.
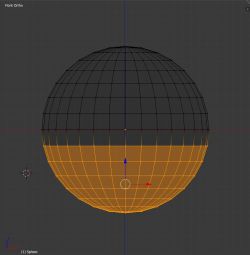
Depuis l’onglet Edit, cliquer sur Plane Cut. Tirer ensuite sur les flêches pour positionner le modèle en fonction du plan de coupe souhaité.
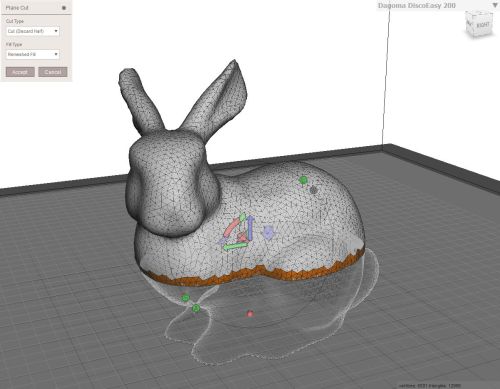
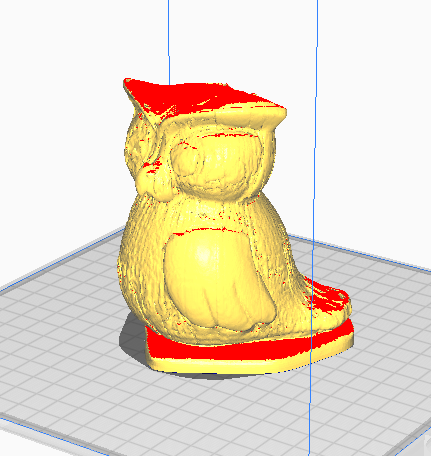
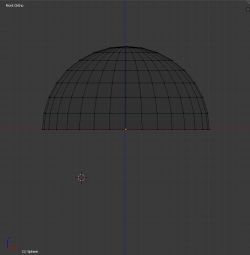
Valider ensuite en cliquant sur le bouton Accept.
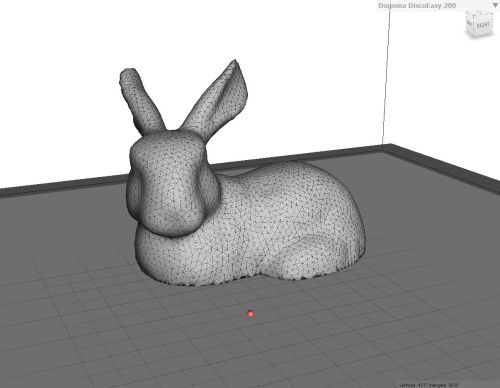
Le modèle est modifié. La face inférieure est maintenant fermée.
Conclusion
MeshMixer peut faire pas mal d’autres choses. Mais, pour notre besoin, il reste suffisamment simple d’utilisation pour disposer d’un modèle directement imprimable.