Pour une imprimante d’entrée de gamme, Dagoma a eu la très bonne idée de fournir un slicer totalement configuré nativement pour éviter à l’utilisateur de se poser trop de questions.
Il s’agit d’une version customisée du slicer Cura (dont je parlerais dans une autre page).
Le mode opératoire est on ne peut plus simple :
a) vous lancez le logiciel
b) vous charger votre modèle
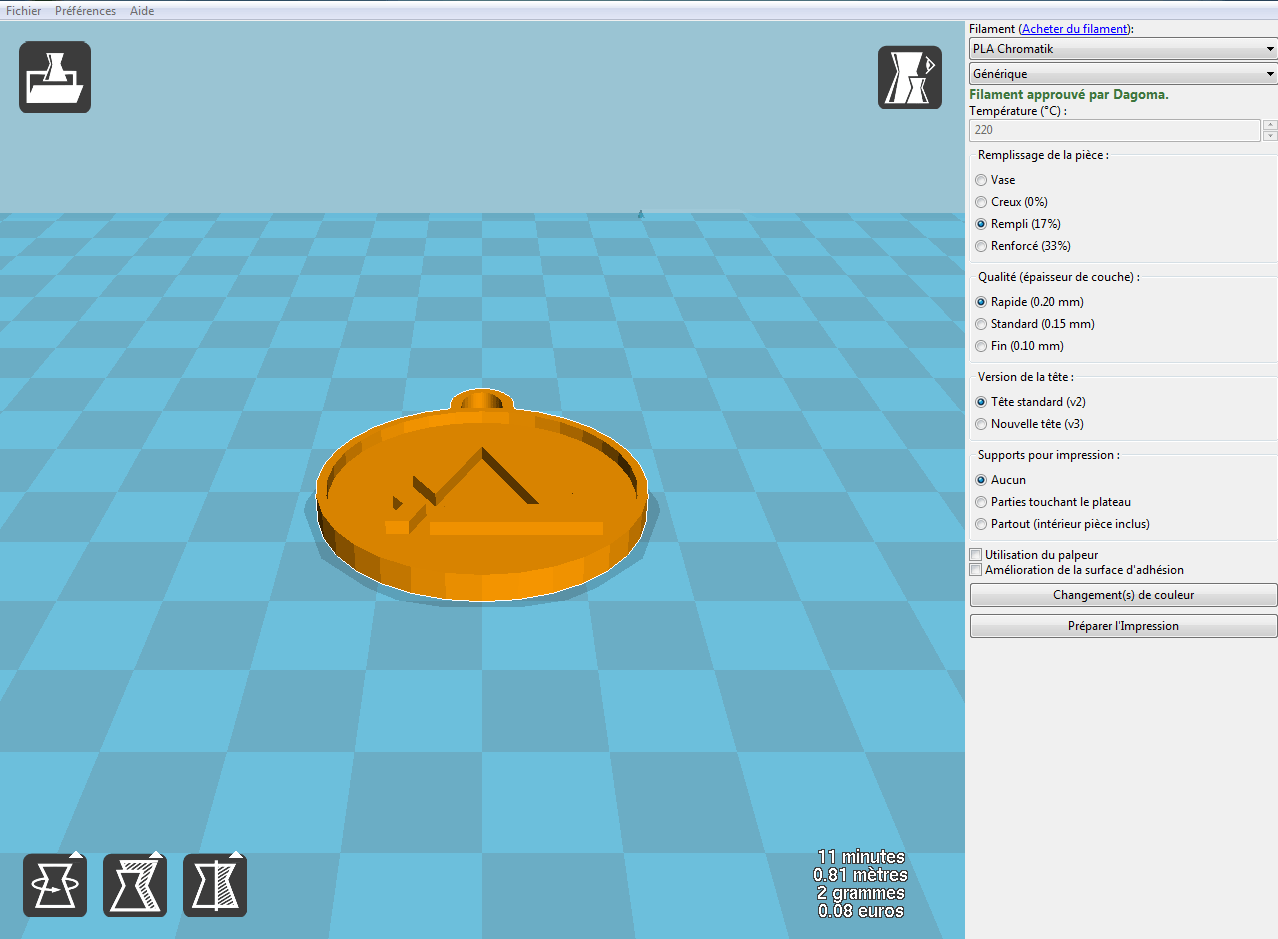
A ce stade, vous obtenez déjà une information sur le temps d’impression, la longueur de filament nécessaire, le poids de la pièce et le coût (selon des paramètres que j’expliquerais plus tard).
c) vous modifiez ou non les caractéristiques de votre modèle
Lorsque vous sélectionnez votre modèle, 3 icônes apparaissent en bas à gauche de la fenêtre.
Vous pouvez à partir de là effectuer des rotations de votre pièce, modifier sa taille, ou réaliser des symétries.
Un clic droit sur la pièce permet aussi de réaliser directement d’autres opérations : duplication de votre pièce si vous souhaitez imprimer en une fois plusieurs exemplaires par exemple.
d) vous configurez les quelques paramètres d’impression
La partie droite de l’écran vous permet de paramétrer les éléments principaux de votre future impression.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
e) Et vous générez le fichier G-Code
Il vous reste à copier ce fichier sur la carte SD de l’imprimante et à lancer l’impression.
On ne peut pas tout faire avec ce Slicer, mais il conviendra dans la plupart des cas, sans avoir à trop se poser de questions.
Pour aller plus loin …
Pour personnaliser ainsi Cura, Dagoma s’est appuyé sur un fichier de paramétrage qui se trouve dans un sous-répertoire du répertoire d’installation : resources/xml.
Dagoma vendant plusieurs modèle d’imprimante, vous trouverez un fichier par modèle.
C’est dans ces fichiers que l’on retrouve les paramètres principaux de configuration, qui pourront être repris pour configurer manuellement par la suite votre slicer préféré.
En fin de cette page, vous trouverez le contenu du fichier fourni par Dagoma pour mon modèle d’imprimante.
Ce fichier est intéressant car on y retrouve les valeurs de certains paramètres « standard » qui pourront servir de base pour la configuration d’autres slicer.
<?xml version= »1.0″ encoding= »utf-8″?>
<!– XML for DiscoEasy200 – 2018/21/02 –>
<Dagoma>
<!– Filament definitions –>
<Filaments>
<Filament name= »PLA Chromatik »>
<print_temperature>210</print_temperature>
<filament_diameter>1.74</filament_diameter>
<filament_flow>100</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>4</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>33.20</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<Color name= »Silver »>
<model_colour>#C0C0C0</model_colour>
</Color>
<Color name= »Pearl white »>
<model_colour>#eeebd9</model_colour>
</Color>
<Color name= »Pearl blue »>
<model_colour>#4FA1C2</model_colour>
</Color>
<Color name= »Cream white »>
<model_colour>#FFFAFA</model_colour>
</Color>
<Color name= »Baby blue »>
<model_colour>#89cff0</model_colour>
</Color>
<Color name= »Bronze »>
<model_colour>#cd7f32</model_colour>
</Color>
<Color name= »Grey »>
<model_colour>#808080</model_colour>
</Color>
<Color name= »Fluor yellow »>
<model_colour>#ccff00</model_colour>
</Color>
<Color name= »Yellow »>
<model_colour>#FFFF00</model_colour>
</Color>
<Color name= »Purple »>
<model_colour>#800080</model_colour>
</Color>
<Color name= »Brown »>
<model_colour>#964B00</model_colour>
</Color>
<Color name= »Black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »Gold »>
<model_colour>#FFD700</model_colour>
</Color>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Fluor orange »>
<model_colour>#FE3917</model_colour>
</Color>
<Color name= »Peach »>
<model_colour>#FFDAB9</model_colour>
</Color>
<Color name= »Baby green »>
<model_colour>#B2F187</model_colour>
</Color>
<Color name= »Glow green »>
<model_colour>#51ff0d</model_colour>
</Color>
<Color name= »Pink »>
<model_colour>#FFC0CB</model_colour>
</Color>
<Color name= »Red »>
<model_colour>#ff0000</model_colour>
</Color>
<Color name= »Fluor green »>
<model_colour>#B4FE00</model_colour>
</Color>
<Color name= »Dark green »>
<model_colour>#006400</model_colour>
</Color>
<Color name= »Primary red »>
<model_colour>#ff0000</model_colour>
</Color>
<Color name= »Silver glitter »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#C0C0C0</model_colour>
</Color>
<Color name= »Azure »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#007FFF</model_colour>
</Color>
<Color name= »Electric blue »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#0892d0</model_colour>
</Color>
<Color name= »Ocean blue »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#0077be</model_colour>
</Color>
<Color name= »Desert »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#EDC9AF</model_colour>
</Color>
<Color name= »Lime green »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#32CD32</model_colour>
</Color>
<Color name= »Lemon yellow »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#fff44f</model_colour>
</Color>
<Color name= »Sun yellow »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#FDB813</model_colour>
</Color>
<Color name= »Camouflage »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#78866b</model_colour>
</Color>
<Color name= »Magenta »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#FF00FF</model_colour>
</Color>
<Color name= »Chocolate brown »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#8B4513</model_colour>
</Color>
<Color name= »Baby pink »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#F4C2C2</model_colour>
</Color>
<Color name= »Rubin red »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#CA005D</model_colour>
</Color>
<Color name= »Ivory »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#FFFFF0</model_colour>
</Color>
<Color name= »Violet »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#EE82EE</model_colour>
</Color>
<Color name= »Mustard »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#ffdb58</model_colour>
</Color>
<Color name= »Natural »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#FFFFFF</model_colour>
</Color>
<Color name= »Solid green »>
<retraction_amount>3.5</retraction_amount>
<model_colour>#00FF00</model_colour>
</Color>
</Filament>
<Filament name= »PLA PolyPlus »>
<print_temperature>210</print_temperature>
<filament_diameter>1.75</filament_diameter>
<filament_flow>100</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>3.5</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>46.53</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Red »>
<model_colour>#FF0000</model_colour>
</Color>
<Color name= »Black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »White »>
<model_colour>#FFFFFF</model_colour>
</Color>
<Color name= »Yellow »>
<model_colour>#FFFF00</model_colour>
</Color>
<Color name= »Natural »>
<model_colour>#FFFFFF</model_colour>
</Color>
<Color name= »Translucent blue »>
<model_colour>#0000FF</model_colour>
</Color>
<Color name= »Translucent red »>
<model_colour>#FF0000</model_colour>
</Color>
<Color name= »Translucent orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Translucent yellow »>
<model_colour>#FFFF00</model_colour>
</Color>
<Color name= »Blue »>
<model_colour>#0000ff</model_colour>
</Color>
</Filament>
<Filament name= »PLA PolyMax »>
<print_temperature>210</print_temperature>
<filament_diameter>1.75</filament_diameter>
<filament_flow>95</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>3.5</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>59.86</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<Color name= »Blue »>
<model_colour>#0000FF</model_colour>
</Color>
<Color name= »Black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Red »>
<model_colour>#FF000</model_colour>
</Color>
<Color name= »White »>
<model_colour>#FFFFFF</model_colour>
</Color>
</Filament>
<Filament name= »PLA OctoFiber »>
<print_temperature>210</print_temperature>
<filament_diameter>1.74</filament_diameter>
<filament_flow>100</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>4</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>39.98</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<Color name= »Grey »>
<model_colour>#808080</model_colour>
</Color>
<Color name= »Silver »>
<model_colour>#C0C0C0</model_colour>
</Color>
<Color name= »Yellow »>
<model_colour>#FFFF00</model_colour>
</Color>
<Color name= »Black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »Bronze »>
<model_colour>#cd7f32</model_colour>
</Color>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Red »>
<model_colour>#ff0000</model_colour>
</Color>
<Color name= »Blue »>
<model_colour>#0000ff</model_colour>
</Color>
<Color name= »White »>
<model_colour>#ffffff</model_colour>
</Color>
<Color name= »Pearl white »>
<model_colour>#eeebd9</model_colour>
</Color>
<Color name= »Pearl blue »>
<model_colour>#4FA1C2</model_colour>
</Color>
<Color name= »Green »>
<model_colour>#00ff00</model_colour>
</Color>
<Color name= »Purple »>
<model_colour>#800080</model_colour>
</Color>
<Color name= »Brown »>
<model_colour>#964B00</model_colour>
</Color>
<Color name= »Carbon black »>
<model_colour>#293542</model_colour>
</Color>
<Color name= »Pink »>
<model_colour>#FFC0CB</model_colour>
</Color>
<Color name= »Gold »>
<model_colour>#FFD700</model_colour>
</Color>
<Color name= »Dark green »>
<model_colour>#006400</model_colour>
</Color>
<Color name= »Dark blue »>
<model_colour>#000064</model_colour>
</Color>
<Color name= »Phosphorescent »>
<model_colour>#FFFFFF</model_colour>
</Color>
</Filament>
<Filament name= »Biosourced PLA OWA Armor »>
<print_temperature>190</print_temperature>
<filament_diameter>1.74</filament_diameter>
<filament_flow>99</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>3.5</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>46.53</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Red »>
<model_colour>#FF0000</model_colour>
</Color>
<Color name= »Black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »White »>
<model_colour>#FFFFFF</model_colour>
</Color>
<Color name= »Yellow »>
<model_colour>#FFFF00</model_colour>
</Color>
<Color name= »Green »>
<model_colour>#00FF00</model_colour>
</Color>
<Color name= »Light blue »>
<model_colour>#ADD8E6</model_colour>
</Color>
<Color name= »Dark blue »>
<model_colour>#000064</model_colour>
</Color>
<Color name= »Pink »>
<model_colour>#FFC0CB</model_colour>
</Color>
<Color name= »Grey »>
<model_colour>#808080</model_colour>
</Color>
</Filament>
<Filament name= »PLA Filo3D »>
<print_temperature>205</print_temperature>
<filament_diameter>1.75</filament_diameter>
<filament_flow>100</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>3.5</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>59.6</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<Color name= »Metallic gray »>
<model_colour>#808080</model_colour>
</Color>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Neon green »>
<model_colour>#39FF14</model_colour>
</Color>
<Color name= »Dark blue »>
<model_colour>#000064</model_colour>
</Color>
<Color name= »Fire red »>
<print_temperature>220</print_temperature>
<model_colour>#FF0000</model_colour>
</Color>
<Color name= »White »>
<model_colour>#FFFFFF</model_colour>
</Color>
<Color name= »Mate black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »Lemon yellow »>
<model_colour>#eeee00</model_colour>
</Color>
<Color name= »Green »>
<print_temperature>200</print_temperature>
<model_colour>#00ff00</model_colour>
</Color>
<Color name= »Natural »>
<model_colour>#FFFFFF</model_colour>
</Color>
</Filament>
<Filament name= »PLA PolyFlex »>
<print_temperature>230</print_temperature>
<filament_diameter>1.75</filament_diameter>
<filament_flow>115</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>8</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>66.53</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<layer_height>0.15</layer_height>
<solid_layer_thickness>1.05</solid_layer_thickness>
<wall_thickness>1.2</wall_thickness>
<print_speed>35</print_speed>
<travel_speed>50</travel_speed>
<bottom_layer_speed>15</bottom_layer_speed>
<infill_speed>40</infill_speed>
<inset0_speed>25</inset0_speed>
<insetx_speed>35</insetx_speed>
<Color name= »Yellow »>
<model_colour>#FFFF00</model_colour>
</Color>
<Color name= »Black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »White »>
<model_colour>#FFFFFF</model_colour>
</Color>
</Filament>
<Filament name= »PLA PolyWood »>
<print_temperature>210</print_temperature>
<filament_diameter>1.75</filament_diameter>
<filament_flow>100</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>3.5</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>46.53</filament_cost_kg>
<model_colour>#855E42</model_colour>
<layer_height>0.15</layer_height>
<solid_layer_thickness>1.05</solid_layer_thickness>
<wall_thickness>1.2</wall_thickness>
<print_speed>50</print_speed>
<travel_speed>60</travel_speed>
<bottom_layer_speed>17</bottom_layer_speed>
<infill_speed>50</infill_speed>
<inset0_speed>40</inset0_speed>
<insetx_speed>45</insetx_speed>
</Filament>
<Filament name= »PLA Fiberlogy »>
<print_temperature>210</print_temperature>
<filament_diameter>1.74</filament_diameter>
<filament_flow>100</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>3.5</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>41.05</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
<Color name= »Beige »>
<model_colour>#F5F5DC</model_colour>
</Color>
<Color name= »Black »>
<model_colour>#191919</model_colour>
</Color>
<Color name= »Light blue »>
<model_colour>#ADD8E6</model_colour>
</Color>
<Color name= »Brown »>
<model_colour>#964B00</model_colour>
</Color>
<Color name= »Cherry red »>
<model_colour>#DC143C</model_colour>
</Color>
<Color name= »Anthracite »>
<model_colour>#4A5054</model_colour>
</Color>
<Color name= »Light gray »>
<model_colour>#D3D3D3</model_colour>
</Color>
<Color name= »Green »>
<model_colour>#00ff00</model_colour>
</Color>
<Color name= »Light green »>
<model_colour>#90EE90</model_colour>
</Color>
<Color name= »Navy blue »>
<model_colour>#000080</model_colour>
</Color>
<Color name= »Orange »>
<model_colour>#FFA500</model_colour>
</Color>
<Color name= »Pink »>
<model_colour>#FFC0CB</model_colour>
</Color>
<Color name= »Purple »>
<model_colour>#800080</model_colour>
</Color>
<Color name= »Red »>
<model_colour>#FF0000</model_colour>
</Color>
<Color name= »White »>
<model_colour>#FFFFFF</model_colour>
</Color>
<Color name= »Yellow »>
<model_colour>#FFFF00</model_colour>
</Color>
<Color name= »Translucent »>
<model_colour>#FFFFFF</model_colour>
</Color>
</Filament>
<Filament name= »Other PLA type »>
<print_temperature>205</print_temperature>
<filament_diameter>1.75</filament_diameter>
<filament_flow>100</filament_flow>
<retraction_speed>50</retraction_speed>
<retraction_amount>3.5</retraction_amount>
<filament_physical_density>1270</filament_physical_density>
<filament_cost_kg>46</filament_cost_kg>
<model_colour>#FF9B00</model_colour>
</Filament>
</Filaments>
<!– Filling definitions –>
<Fillings>
<Filling name= »Vase »>
<spiralize>True</spiralize>
</Filling>
<Filling name= »Hollow (0%) »>
<fill_density>0</fill_density>
</Filling>
<Filling name= »Filling (17%) »>
<fill_density>17</fill_density>
</Filling>
<Filling name= »Reinforced (33%) »>
<fill_density>33</fill_density>
</Filling>
</Fillings>
<!– Quality definitions –>
<Precisions>
<Precision name= »Fast (0.2mm) »>
<layer_height>0.2</layer_height>
<solid_layer_thickness>1</solid_layer_thickness>
<wall_thickness>0.8</wall_thickness>
<print_speed>60</print_speed>
<temp_preci>10</temp_preci>
<travel_speed>100</travel_speed>
<bottom_layer_speed>17</bottom_layer_speed>
<infill_speed>60</infill_speed>
<inset0_speed>50</inset0_speed>
<insetx_speed>60</insetx_speed>
</Precision>
<Precision name= »Standard (0.15mm) »>
<layer_height>0.15</layer_height>
<solid_layer_thickness>1.05</solid_layer_thickness>
<wall_thickness>1.2</wall_thickness>
<print_speed>50</print_speed>
<temp_preci>5</temp_preci>
<travel_speed>60</travel_speed>
<bottom_layer_speed>17</bottom_layer_speed>
<infill_speed>50</infill_speed>
<inset0_speed>40</inset0_speed>
<insetx_speed>45</insetx_speed>
</Precision>
<Precision name= »Thin (0.1mm) »>
<layer_height>0.1</layer_height>
<solid_layer_thickness>1</solid_layer_thickness>
<wall_thickness>1.2</wall_thickness>
<print_speed>35</print_speed>
<temp_preci>0</temp_preci>
<travel_speed>50</travel_speed>
<bottom_layer_speed>15</bottom_layer_speed>
<infill_speed>40</infill_speed>
<inset0_speed>25</inset0_speed>
<insetx_speed>35</insetx_speed>
</Precision>
</Precisions>
<!– Printer head definitions –>
<PrinterHeads>
<PrinterHead name= »Standard printhead (v2) »>
<fan_speed>50</fan_speed>
<cool_min_layer_time>10</cool_min_layer_time>
</PrinterHead>
<PrinterHead name= »New printhead (v3) »>
<fan_speed>65</fan_speed>
<cool_min_layer_time>15</cool_min_layer_time>
</PrinterHead>
</PrinterHeads>
<!– Printer definition –>
<Printer>
<machine_name>DiscoEasy200</machine_name>
<machine_type>RepRap</machine_type>
<machine_width>211</machine_width>
<machine_depth>211</machine_depth>
<machine_height>205</machine_height>
<extruder_amount>1</extruder_amount>
<has_heated_bed>False</has_heated_bed>
<machine_center_is_zero>False</machine_center_is_zero>
<machine_shape>Square</machine_shape>
<machine_speed_factor>1.0</machine_speed_factor>
<nozzle_size>0.4</nozzle_size>
<extruder_head_size_min_x>17</extruder_head_size_min_x>
<extruder_head_size_min_y>40</extruder_head_size_min_y>
<extruder_head_size_max_x>17</extruder_head_size_max_x>
<extruder_head_size_max_y>70</extruder_head_size_max_y>
<extruder_head_size_height>10</extruder_head_size_height>
<retraction_enable>True</retraction_enable>
</Printer>
<!– Global configuration –>
<Configuration>
<bottom_thickness>0.26</bottom_thickness>
<layer0_width_factor>100</layer0_width_factor>
<object_sink>0</object_sink>
<fan_enabled>True</fan_enabled>
<retraction_min_travel>1.5</retraction_min_travel>
<retraction_combing>All</retraction_combing>
<retraction_minimal_extrusion>0.02</retraction_minimal_extrusion>
<retraction_hop>0</retraction_hop>
<skirt_line_count>2</skirt_line_count>
<skirt_gap>3</skirt_gap>
<skirt_minimal_length>150</skirt_minimal_length>
<fan_full_height>0.5</fan_full_height>
<fan_speed_max>100</fan_speed_max>
<cool_min_feedrate>20</cool_min_feedrate>
<cool_head_lift>False</cool_head_lift>
<solid_top>True</solid_top>
<solid_bottom>True</solid_bottom>
<fill_overlap>25</fill_overlap>
<support_type>Lines</support_type>
<support_angle>50</support_angle>
<support_fill_rate>20</support_fill_rate>
<support_xy_distance>0.7</support_xy_distance>
<support_z_distance>0.15</support_z_distance>
<simple_mode>False</simple_mode>
<brim_line_count>10</brim_line_count>
<raft_margin>5</raft_margin>
<raft_line_spacing>3</raft_line_spacing>
<raft_base_thickness>0.3</raft_base_thickness>
<raft_base_linewidth>1</raft_base_linewidth>
<raft_interface_thickness>0.27</raft_interface_thickness>
<raft_interface_linewidth>0.4</raft_interface_linewidth>
<raft_airgap>0.22</raft_airgap>
<raft_surface_layers>2</raft_surface_layers>
<fix_horrible_union_all_type_a>True</fix_horrible_union_all_type_a>
<fix_horrible_union_all_type_b>False</fix_horrible_union_all_type_b>
<fix_horrible_use_open_bits>False</fix_horrible_use_open_bits>
<fix_horrible_extensive_stitching>False</fix_horrible_extensive_stitching>
<auto_detect_sd>True</auto_detect_sd>
</Configuration>
<!– Gcodes start and end –>
<GCODE>
<Gstart>
;Gcode by Cura by Dagoma {cbd_version} for DiscoEasy200
;Filament: {filament_name}
G90 ;absolute positioning
M106 S250 ;fan on for the sensor
G28 X Y
G1 X50
M109 S180
G28
M104 S{print_temperature}
;Sensor activation
;{sensor}
M107 ;start with the fan off
G1 X100 Y20 F3000
G1 Z0.5
M109 S{print_temperature}
M82 ;set extruder to absolute mode
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 Z3
G1 F{travel_speed}
</Gstart>
<Gend>
M104 S0
M106 S255 ;start fan full power
M140 S0 ;heated bed heater off (if you have it)
;Home machine
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+3 F{travel_speed} ;move Z up a bit and retract filament even more
G90
G28 X Y
;Forced ventilation
M107 ;stop fan
;Shut down motor
M84 ;shut down motors
</Gend>
</GCODE>
</Dagoma>