Camban est un logiciel spécialisé dans la génération de fichiers Gcode à partir de fichiers créés avec un logiciel de CAO (genre FreeCAD). Il intègre aussi un éditeur de formes géométriques permettant de réaliser des pièces simples.
Ce logiciel n’est pas un logiciel libre. Il est possible de le tester 40 fois sans limitation. Au-delà, les fichiers GCode générés ne peuvent pas dépasser les 500 lignes.
L’utilisation de ce logiciel est présentée comme très intuitive :
a) on importe le fichier à traiter dans l’un des formats pris en compte,
b) on définit les paramètres d’usinage (exemple : caractéristiques de l’outil),
c) on sélectionne les « zones à usiner »,
d) on génère les chemins d’usinage,
e) on génère le fichier Gcode avec le bon post-processeur.
Je vais donc reprendre la pièce que je ne pouvais pas traiter avec l’atelier Path de FreeCAD, et suivre les étapes indiquées ci-dessus.
Importation de la pièce a traiter
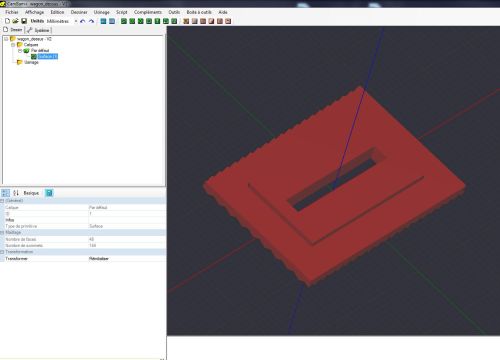
Nativement, CamBan peut importer les fichiers au format stl. J’ai donc exporté ma pièce à ce format depuis FreeCAD.
Pour simplifier les opérations par la suite, je vais aligner ma pièce sur le référentiel (0,0,0) de CamBan. En effet, il faut garder à l’esprit que le fichier Gcode qui sera généré sera lié à des coordonnées physique de la machine.
Remarque : Je ne détaille pas ici les modes opératoires pour réaliser les opérations. Le manuel de CamBan est très clair.
Sélection des surfaces à usiner et génération des chemins d’usinage
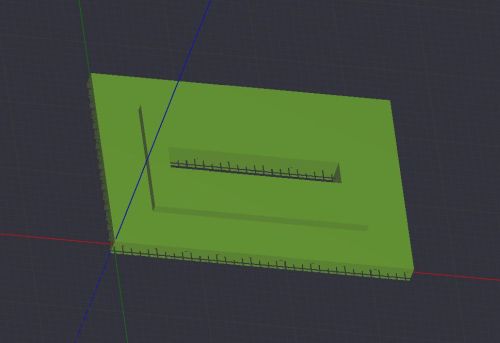
CamBan manipule des périmètres. Notre pièce importée est pour le moment uniquement constituée d’un seul bloc. Il va falloir la transformer afin de faire apparaître toutes les zones qui nous intéressent. Pour cela, il suffit de « trancher » en Z la pièce.
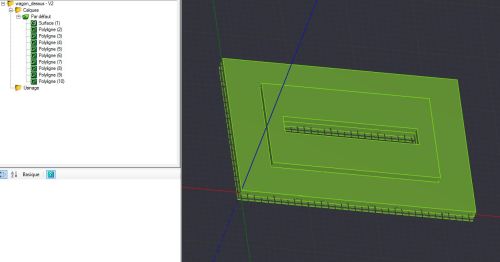
La pièce est maintenant composée de plusieurs polylignes. Pour simplifier au maximum, je conserve uniquement les polylignes principales, que je positionne sur un nouveau calque.
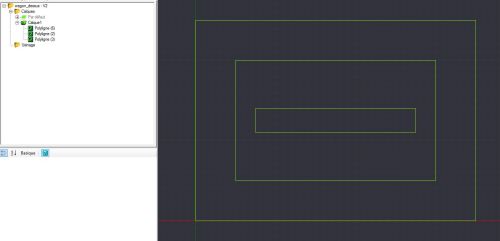
Place maintenant à l’usinage. Je sélectionne les 2 polylignes externes, et j’ajoute un usinage de poche. Je définis un outil, la position de départ et la position d’arrivée en Z. C’est aussi simple. Il y a pleins d’autres paramètres. Mais pour commencer, c’est suffisant.
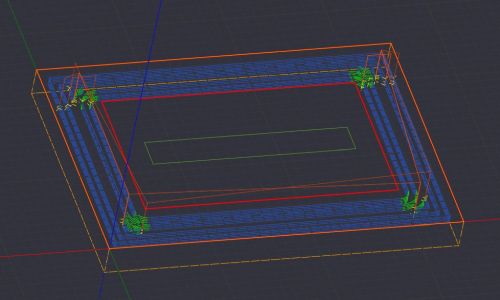
Le résultat obtenu est conforme cette fois à mon besoin. J’ai « usiné » une surface sur 1 mm de profondeur, en laissant intact un îlot au centre.
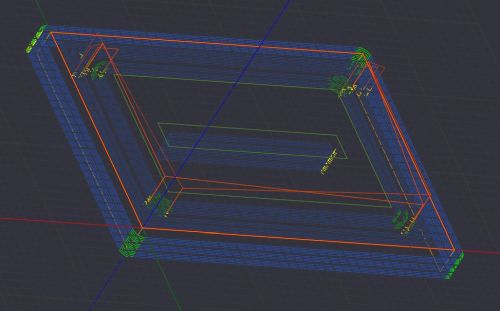
Il suffit de répéter les opérations pour les autres usinages. Le résultat obtenu est le suivant :
GÉNÉRATION Du fichier Gcode
Pour générer le fichier Gcode, il faut choisir un post processeur (comme dans l’atelier Path de FreeCAD). L’idée est que toutes les machines ne disposent pas nécessairement des toutes les commandes Gcode. CamBan propose une liste de Post processeur. Par défaut -parce qu’il faut bien essayer – je choisis le Post processeur par défaut, et je génère.
ESSAI du fichier GCODE généré
Le test est vite terminé ! Le fichier ne passe pas. 2 erreurs critiques sont identifiées : * G21 G90 G64 G40 provoque une erreur
* T4 M6 provoque une erreur
CamBan permet d’éditer les paramètres du Post Processeur. Une petite recherche permet rapidement de trouver comment ces 2 lignes de code sont générées.
T4 M6 est une commande de changement d’outil. Cette commande n’est pas prise en compte dans Grbl.
Dans la première ligne, c’est uniquement le code G64 qui pose problème (en testant en ligne de commande sur la machine). G64 est une commande qui indique un mode de déplacement en mode constant. Cette commande n’est pas prise en compte dans Grbl.
Pour ne rien casser, je duplique le post processeur par défaut (en créant un post processeur 3018 – petit nom de ma machine), et je supprime les éléments concernés.
Nouvelle génération, nouveau test et …… l’usinage fonctionne correctement.