Qui ne s’est jamais trouvé face à la problématique suivante : « je voudrais imprimer une pièce en grande dimension, mais mon imprimante n’est pas capable de le faire ». Mais cela peut aussi être par soucis d’optimisation, par exemple avec une impression résine : il sera plus pratique d’imprimer la pièce en deux parties pour occuper plus d’espace sur la zone d’impression, et diminuer le nombre de couches.
Pour cela, il va être nécessaire de « couper » le fichier stl, et prévoir un assemblage.
Cette opération est réalisable avec de nombreux outils (MeshMixer, MeshLab par exemple), mais – une fois n’est pas coutume – il existe un outil natif dans Windows qui va permettre de faire cela très facilement : je veux parler de 3D Builder de Microsoft.
Mode opératoire
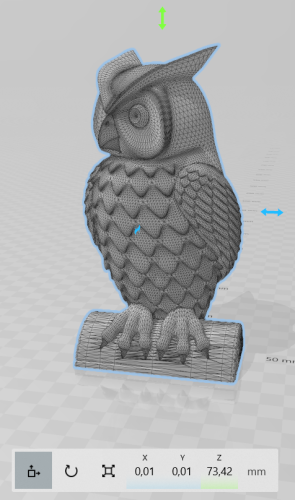
Une fois lancé 3D Builder, la première chose à faire est de charger le fichier stl que l’on veut manipuler.
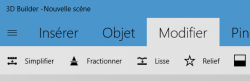
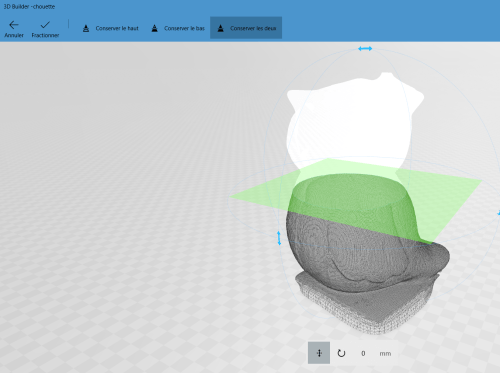
Dans le menu « Modifier », il y a une option « Fractionner ». Celle-ci permet de générer un plan de coupe. On fait bien attention ici de mode « Garder les deux ».
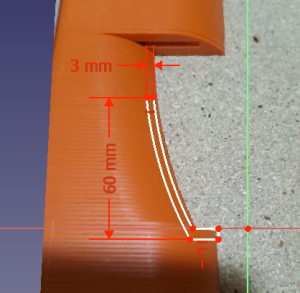
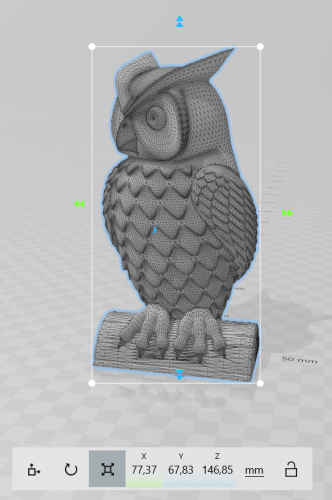
On va pouvoir positionner le plan de coupe à l’endroit choisi.
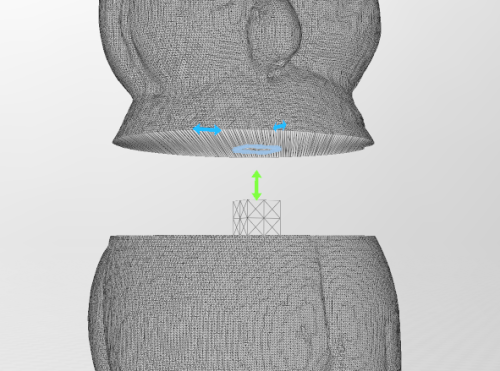
Après validation, on se retrouve bien avec 2 parties, que l’on va commencer à écarter verticalement, en conservant bien l’alignement sur les autres axes.
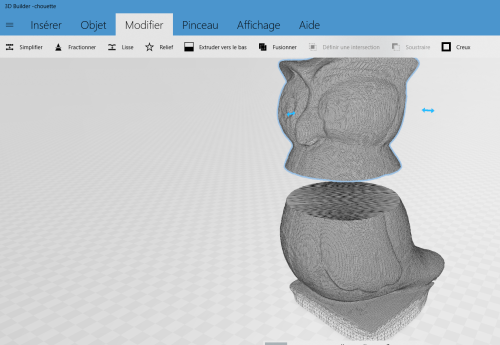
A ce stade, on dispose de 2 morceaux qui pourraient être imprimés séparément. Il reste le problème de l’assemblage.
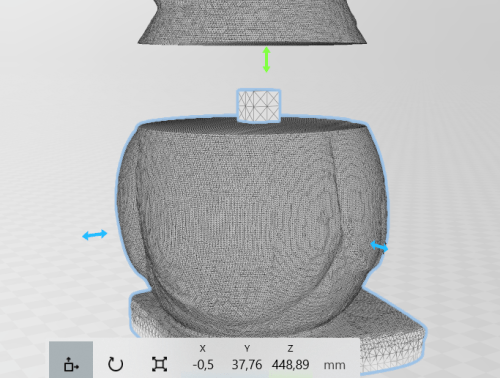
3D builder permet l’insertion d’objet dans un fichier existant.
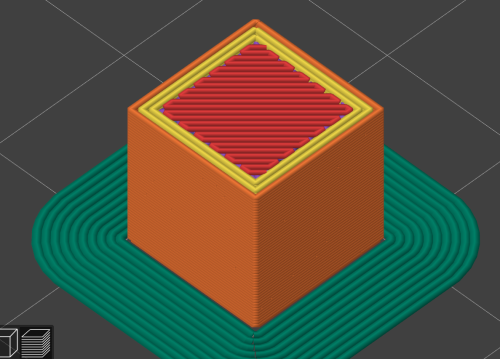
Depuis le menu « Insérer », nous allons insérer un cube. Il se retrouve par défaut positionné à l’intérieur de notre modèle, en position d’origine. L’objectif, en jouant avec la taille et le positionnement, est que la surface basse du cube se retrouve positionné sur la surface haute de la partie basse de la pièce (un schéma sera plus simple à comprendre que ma phrase).
On va maintenant dupliquer le cube, et répéter l’opération avec la pièce haute. Mais cette fois, il faudra aligner la surface basse du cube, avec la surface basse (de la partie haute).
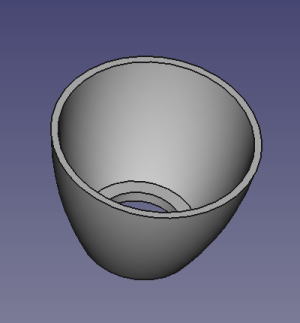
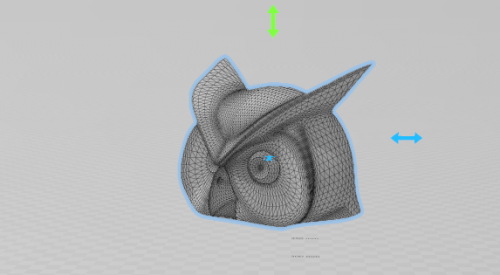
Une fois ces 2 opérations réalisées, on va effectuer une fusion entre le cube bas et la partie basse, puis une soustraction entre la partie haute et le cube haut. On se retrouve maintenant avec une pièce comportant un tenon, et une pièce comportant une mortaise.
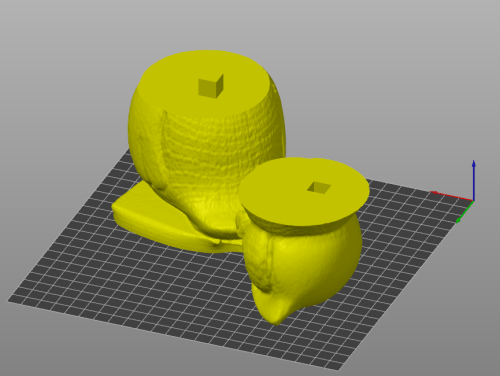
Remarque : j’ai volontairement « retourné » ici la tête de ma chouette pour bien mettre en évidence la mortaise. Bien entendu, je n’imprimerais pas les pièces ainsi .
On pourra bien entendu répéter l’opération dans plusieurs directions pour des pièces encore plus volumineuses.






 Le dessin de la coque va maintenant pouvoir commencer.
Le dessin de la coque va maintenant pouvoir commencer.