Après une découverte rapide du scanner et de son logiciel dédié, je vous propose de tester la numérisation de différents objets. Ceci sera aussi de regarder de plus près les possibilités du logiciel.
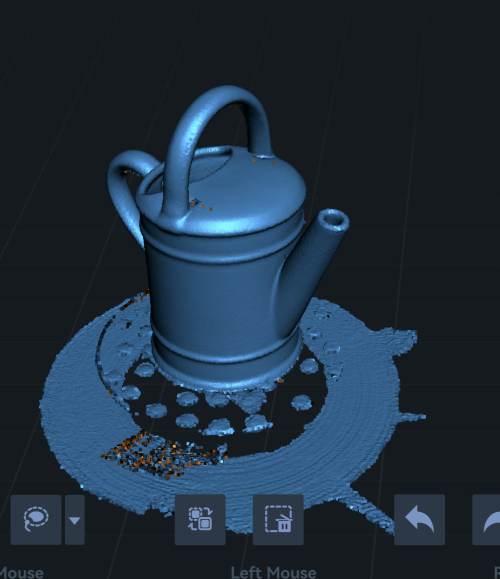
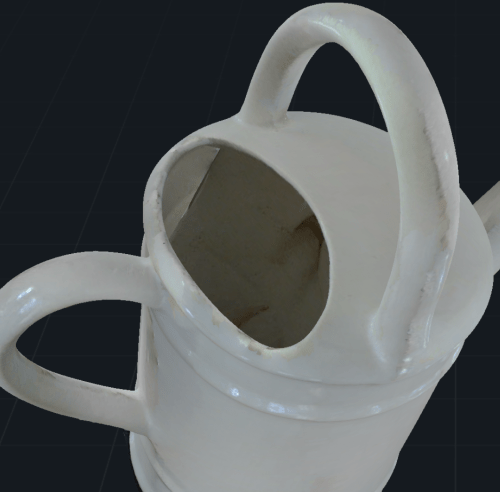
Objet 1 : Arrosoir en faïence blanche et brillante.
Taille max de l’ordre de 25 cm.
Numérisation sans problème, l’objet étant placé sur un plateau tournant.
Après nettoyage et traitements, le scan est plutôt bien réussi, et donnera « presque » une impression conforme à l’objet initial.
Je dis presque, car un problème subsiste : à la base, l’objet est creux. Il n’est pas possible de faire le scan de l’intérieur. On se retrouve donc avec un objet un peu « étrange » intérieurement.
La numérisation d’objet creux demandera donc, en fonction du besoin soit une préparation avant scan pour fermer l’objet, soit un post-traitement pour le creuser. A ce stade, je n’ai pas exploré les solutions.
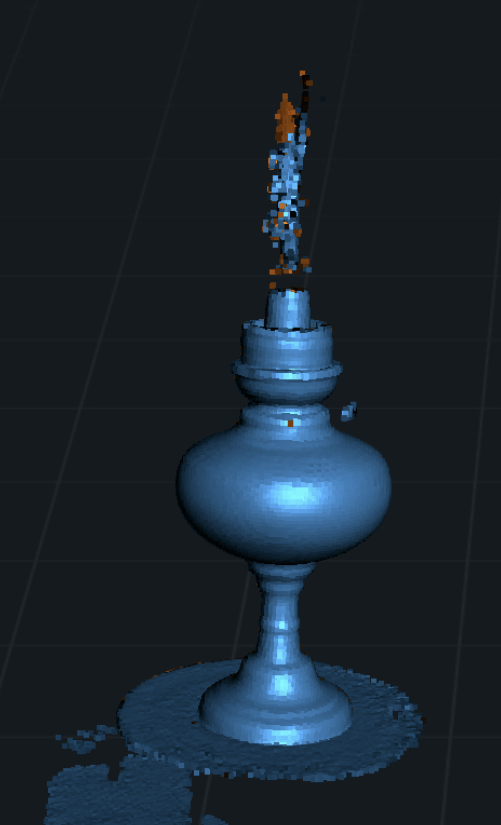
Objet_2 : une lampe à pétrole
Taille en hauteur : 52 cm
L’original
Avec cet objet, je rencontre très rapidement des problèmes. Tout d’abord, le verre n’est pas détecté correctement. Ensuite, la pièce est une vraie surface de révolution, à l’exception de la petite molette de réglage, visiblement trop petite pour être considérée comme une zone de référence. Conséquence : après un début de scan correct du corps de la lampe, le logiciel part en boucle et tente de rechercher un point de départ imaginaire. Ci-dessous le résultat :
Après traitement, on se retrouve avec une pièce un peu étrange.
Pour ce type de pièce, des solutions existent visiblement. Pour le corps, il va falloir coller des pastilles de repère (comme sur le plateau) afin de permettre au logiciel de se retrouver dans l’espace. Pour le verre, il existe des spray en bombe, comme par exemple le AESUB Blue. L’utilisation d’un spray permet non seulement d’augmenter le niveau des détails visibles par le scanner, mais aussi de rendre possible le scan de pièces transparente ou brillante.
L’avantage de ce spray en particulier est qu’il disparaîtra totalement de votre pièce sous 4 heures. Sans nettoyage ou lavage, la pièce retrouvera son aspect d’origine après 4 heures.
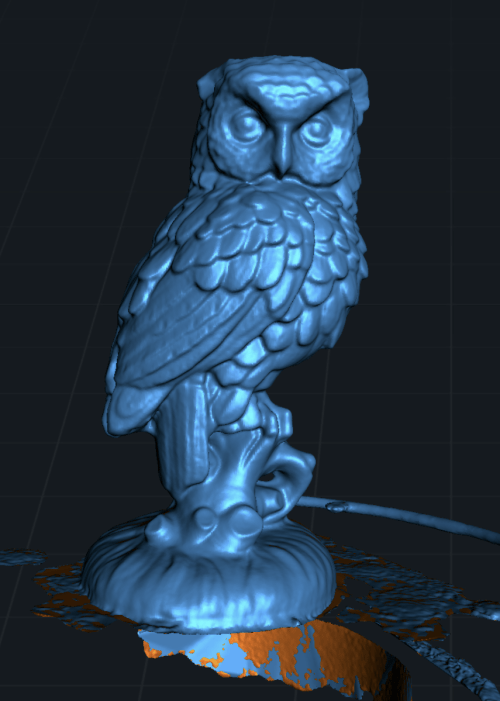
Objet 3 : Une chouette en pierre blanche poreuse
Hauteur : 12 cm. Beaucoup de détails liés à la représentation des plumes dans la pierre.
L’original
J’ai pris cette fois un peu plus de temps pour numériser les différentes zones. Le logiciel permet en effet de reprendre un scan si on s’aperçoit qu’une zone n’a pas été correctement couverte.
Le résultat après traitement est parfait.
Les détails sont correctement représentés.
Objet 5 : une voiture miniature
Cette fois, je suis en dehors des spécifications du scanner. Il est en effet indiqué dans les spécifications du scanner que celui-ci ne peux scanner que des objets d’une taille minimale de 15 cm. Le précédent test avec la chouette de 12 cm était concluant. Que se passe-t-il avec un objet plus petit ?
La réponse en image avec une voiture miniature de tout juste 5 cm .
L’original
Tout d’abord, impossible de numériser l’objet seul. Il est nécessaire de passer par une reconnaissance de marqueurs (qui sont nativement sur mon plateau).
Ils se retrouvent affichés en vert dans le logiciel, lorsque celui-ci les identifie correctement.
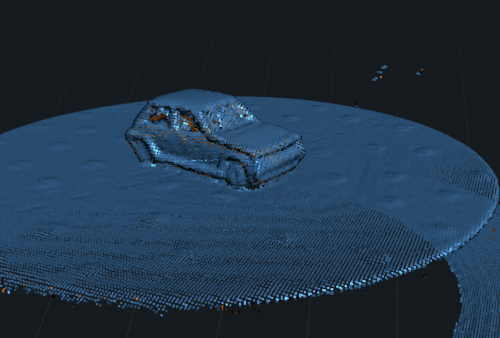
Le résultat de la numérisation est le suivant :
Le résultat est très décevant. L’objet étant trop petit, les détails se retrouvent totalement écrasés. L’utilisation d’un spray pourrait peut-être améliorer les choses. Mais il faudrait une grosse amélioration pour obtenir une pièce imprimable.
La numérisation finale
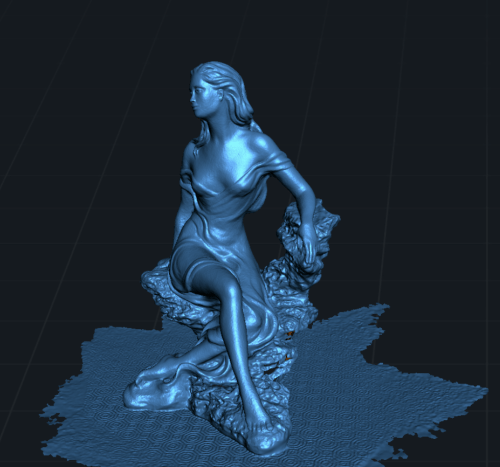
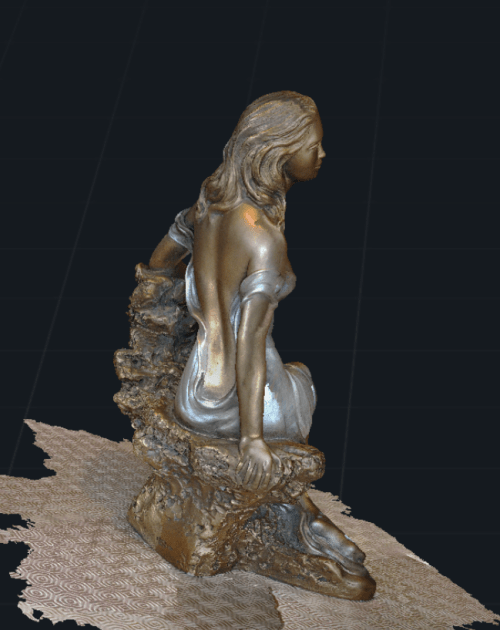
Objet 6 : une statue
Un essai maintenant sur une statue en bronze, partiellement peinte.
Encore une fois, en prenant son temps, la numérisation ne pose ici aucun problème.
La texture est correctement identifée.L
Après traitement, l’objet pourra être simplement imprimé.
Il me restera à tester sur de « grands objets », le scanner étant annoncé comme pouvant numériser des pièces jusqu’à 2 mètres (en plusieurs passes), ainsi que le test de numérisation d’un modèle humain, afin de réaliser des bustes.
Après vous avoir présenté ce qu’il était possible de faire avec une Kinect, je vais tester un scanner un « peu plus » pro. Il s’agit ici d’un scanner d’entrée de gamme, sous la gamme des 400 €. Vous trouverez de nombreuses présentations de ce modèle, et je ne reviendrais pas ici sur l’aspect qualitatif du produit (belle sacoche, belle finition, etc).
En dehors de son prix abordable, ce qui est séduisant avec ce modèle est qu’il est équipé d’un module Wifi 6, ce qui permet de ne pas avoir de « fil à la patte ». Lorsque l’on va réaliser un scan, celui-ci sera directement visible en Live sur l’écran de votre PC. Il est aussi possible de directement connecter un smartophone, cette fois en filaire, pour être totalement nomade.
Je vais refaire appel à mon assistant « Gros Mickey », qui c’était déjà prêté au test de la kinect, pour faire quelques premiers essais.
La numérisation
Comme pour le test de la Kinect, mon assistant est confortablement installé sur son tabouret, ce qui va me permettre de tourner autour sans problème.
Je réalise le scan en ayant connecté mon smartphone, avec l’application Creality Scan fournie avec le scanner.
Le principe est le même que ce que j’avais réalisé avec la Kinect, sauf que l’on dispose d’une représentation en temps réel du scan. Avec de la patience et de la rigueur, on arrive à réaliser un scan très propre. Comme avec la kinect, si l’on va trop vite, le logiciel a tendance à perdre ses repères. Mais ce qui est impressionnant, c’est que dans ce cas, il suffit de ne plus bouger pour que le système se repositionne pratiquement seul.
Après une dizaine de minutes, je décide que mon scan est correct et je décide de le valider. Le logiciel me propose alors de commencer le traitement du scan. Je le lance et j’obtiens, après quelques minutes, un message d’erreur m’indiquant que le traitement demande trop de ressources pour mon téléphone. Mais le message est très clair : il m’indique la procédure à suivre sur un PC pour effectuer le traitement.
L’importation du scan
Sur le PC, on dispose du même logiciel Creality Scan. Une option permet l’import direct d’un scan réalisé depuis un téléphone. Il suffit que le PC et le téléphone soient sur le même réseau wifi. Sur le PC, vous scanner avec votre téléphone le datamatrix proposé, et le transfert est automatique.
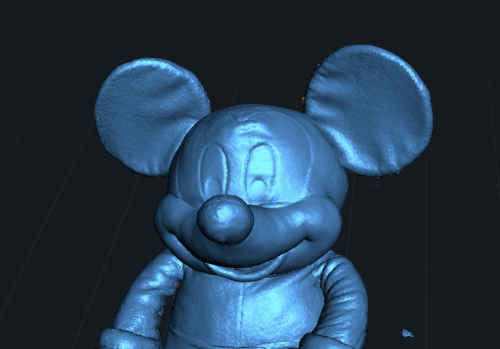
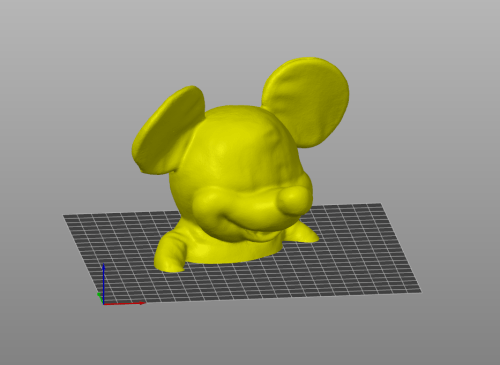
Après quelques minutes, le scan de « gros mickey » est disponible.
C’est quand même pas mal !
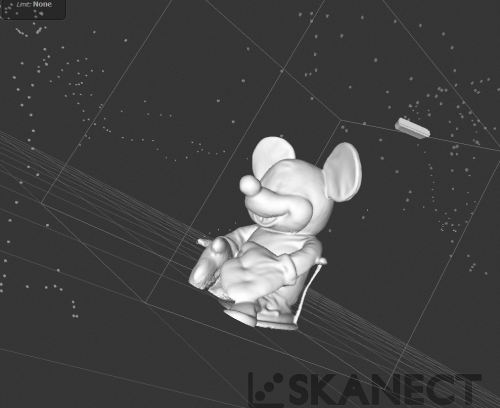
Pour mémoire, ci-dessous, ce que j’avais obtenu avec la Kinect. On observe beaucoup plus de détails.
Le traitement
Je peux maintenant lancer le traitement proposé.
Le logiciel va effectuer un remaillage du scan, et appliquer la texture qui a été capturée pendant le scan. Pour un résultat très réaliste.
(OK noir sur noir n’est pas le meilleur choix pour bien voir).
Le post-traitement
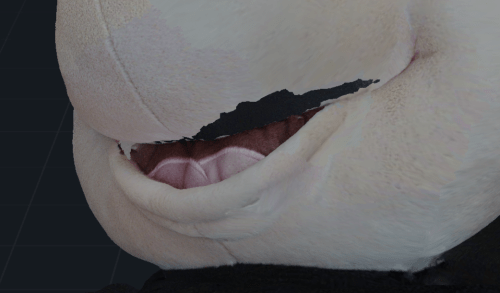
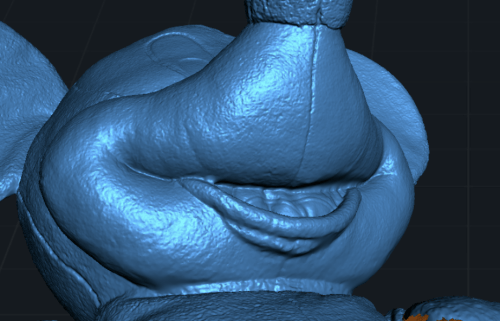
J’ai eu faire très attention et tenter de bien scanner partout, il y a des zones oubliées. Pour me donner bonne conscience, je vais dire que ces zones n’étaient pas accessibles (ou si je suis de mauvaise foi, que j’ai oublié volontairement d’y passer). C’est le cas par exemple autour de la bouche.
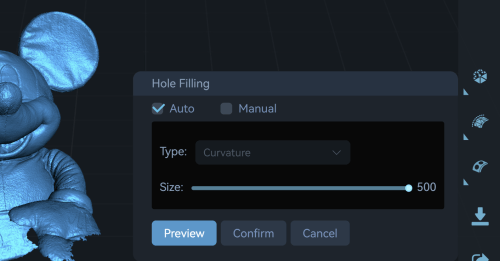
Le logiciel propose un outil automatique (ou manuel) pour combler les manques de scan.
En prenant les options par défaut, le résultat :
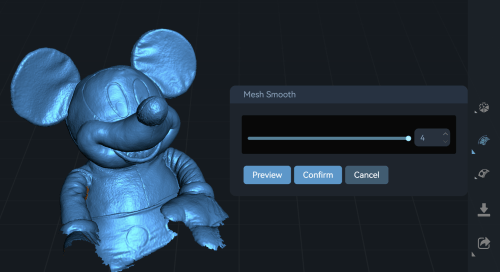
Creality Scan propose aussi un lissage du modèle, pour diminuer les irrégularités .
Sur ce scan, honnêtement, le résultat n’est pas flagrant.
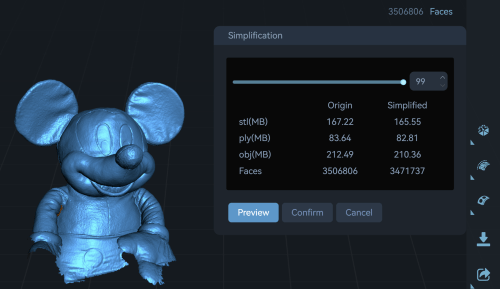
Par contre, une option importante est la possibilité de simplifier le scan.
En sortie de traitement, le modèle comporte plus de 3 millions de faces.
Une telle quantité de faces ne vas pas être utile pour une impression 3D. Pire, le traitement du slicer va être très long et risque de ne pas aboutir !
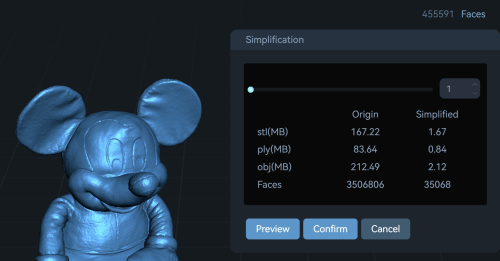
Si je simplifie à l’extrême, j’arrive avec un modèle qui ne comporte plus que 350 000 faces, ce qui donne un résultat très peu dégradé à l’oeil, et sera beaucoup plus facile à imprimer.
Au-delà (car il est toujours possible de simplifier encore), les facettes vont commencer à être visibles sur ce modèle. Mais là encore, tout sera affaire de goût. Peut-être voulez-vous un Mickey en low-poly ?
Il restera ensuite à exporter le résultat, en obj, stl ou ply, en fonction de votre besoin.
En conclusion
En une quinzaine de minutes, il m’a été possible d’obtenir une numérisation très correcte, imprimable sans grandes retouches.
Reste maintenant à approfondir avec d’autres objets, afin de voir quelles sont les limitations de ce scanner et les éventuelles solutions de contournement.
Je vous propose de poursuivre l’expérience dans cet autre article, qui sera enrichi au fur et à mesure de mon utilisation du scanner et de son logiciel associé.
Dans un précédent article, je vous avais parlé de la numérisation d’un objet avec une Kinect (l’article est ici). C’est une technique peu couteuse qui reste efficace pour des objets sans trop de détails.
Il existe une autre technique, basée sur le traitement de photographies. Si ce procédé était hier plutôt réservé aux professionnels dans le cadre de prises de vues aériennes pour l’urbanisme, il se démocratise. Nos smartphones sont en effet maintenant capables de prendre des photos en haute résolution, et certains éditeurs proposent des solutions open source ou limitées de leurs produits, qui restent utilisables pour un usage privé.
Contraintes et mise en garde
Avant de regarder les solutions disponibles aujourd’hui, il faut avoir en tête certains points sur cette technique. Le principe est « relativement » simple : on prend une série de photos en se déplaçant autour de la zone (ou en faisant tourner l’objet). Chacune des photographies sera traitée pour identifier les relations entre 2 prises de vue successives et en « déduire » le positionnement de l’appareil de prise de vue. A partir de ce moment, chaque prise de vue pourra être positionnée dans l’espace et restituer ainsi une représentation 3D de l’espace. De ceci, il en découle que :
trop peu d’images va rendre la reconstitution aléatoire,
trop d’images va rendre le temps de traitement très long,
trop de variation de lumière, de contraste, d’échelle dans les prises de vues risque de générer un rejet de certaines images,
les objets brillants ou translucides ne pourront pas être numérisés correctement.
Une fois ces éléments pris en considération, nous allons pouvoir commencer.
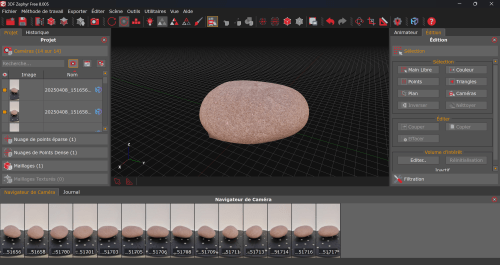
Pour cet article, j’ai choisi de « tenter » la numérisation d’un simple galet, d’environ 10 cm dans sa plus grande dimension.
Afin de capturer les images dans les meilleurs conditions possible, je vais positionner mon galet dans une boite à lumière, sur un plateau tournant, et positionner mon téléphone sur un pied. L’intérêt est de maitriser l’éclairage, d’éviter les zones d’ombre et de toujours avoir une même distance par rapport au centre de rotation.
Regardons maintenant les solutions logicielles disponibles.
La version gratuite limite le traitement de 50 photos avec un seul processeur graphique. Il y aura aussi des limitations dans les formats d’export et l’absence de certains outils. Mais cette version reste parfaitement utilisable pour numériser de petites objets en vue de leur impression 3D.
Même si l’interface utilisateur est très riche, le processus de découverte reste simple et classique :
on importe les photos,
on applique optionnellement un masque afin de réduire la zone de traitement,
le logiciel aligne les photos,
le logiciel créé un nuage de points, qui va permettre de créer un maillage,
on repose la texture sur le maillage,
on exporte le fichier pour traitement d’impression 3D par exemple.
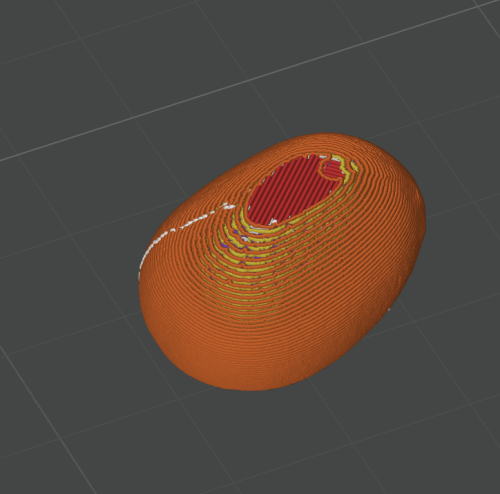
Ci-dessous le résultat avec mon galet.
Avec 14 photos, le logiciel a identifié un nuage de 184 841 points, et à généré un maillage de 369 843 triangles. Une fois exporté en format .obj (très peu de choix sur cette version free), je peux sans problème l’importer dans mon slicer.
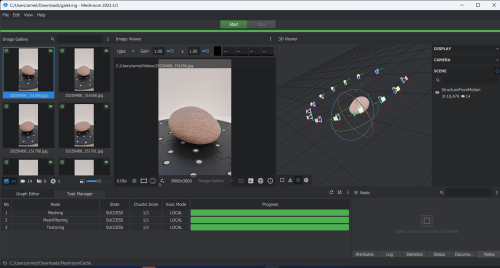
Meshroom
Même mode opératoire avec MeshRoom, mais encore en plus simple .
On colle les images dans la partie prévue. Et on clique sur le bouton Start.
Il est toujours possible de modifier l’ensemble des paramètres et des fonctions réalisées, le logiciel présentant les opérations sous forme de graphe.
A noter que le logiciel ne propose aucune option d’exportation de fichier. Il faut accéder au répertoire de travail de MeshRoom pour récupérer directement le fichier .obj nativement créé.
Remarque importante :
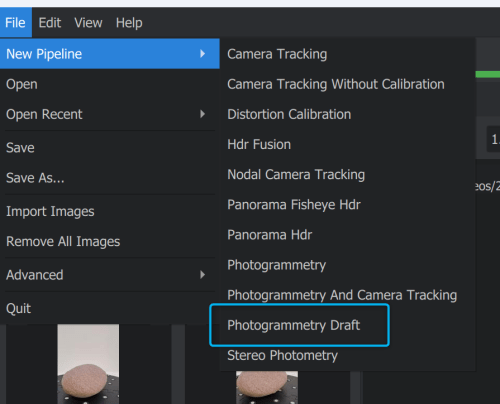
Le logiciel est prévu pour fonctionner avec une carte NVidia. Pénalisant pour les possesseurs de matériel à base de carte AMD Radéon par exemple.
Heureusement, il existe une option qui permet de se passer de carte NVidia, mais avec une qualité obtenue un peu dégradée.
Il faut passer par le menu fichier et choisir un pipeline différent du pipeline par défaut.
En conclusion
Des solutions qui fonctionnent pour numériser des pièces, mais qui restent difficiles à mettre en place en raison des contraintes liées aux prises de vues : lumière constante et diffuse pour éviter les ombres, pas de reflet, pas de pièces transparentes, etc.
Qui n’a pas eu besoin d’avoir au dernier moment une boite hermétique aux bonnes dimensions (je pars demain et je n’ai rien pour mettre ma savonnette et ma brosse à dent !).
Je vous propose ce petit tuto qui va vous permettre d’avoir toujours sous la main LA bonne boite.
Le cahier des charges :
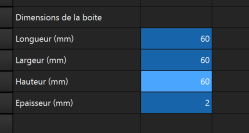
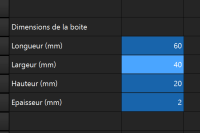
Je veux pouvoir générer rapidement une boite avec un couvercle clipsé, de dimensions longueur x largeur x hauteur. Je veux aussi pouvoir définir l’épaisseur des parois.
Etape 1 : mise en place des valeurs
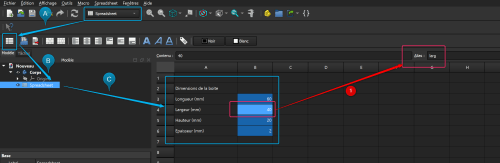
On commence par créer une feuille de calcul, dans laquelle on indique toutes les dimensions que l’on va vouloir maitriser (étapes A, B et C).
Pour pouvoir utiliser les valeurs dans le design de notre boite, il faut bien penser à associer un Alias à chaque valeur (étape 1 répétée pour chaque valeur).
Etape 2 : dessin du fond
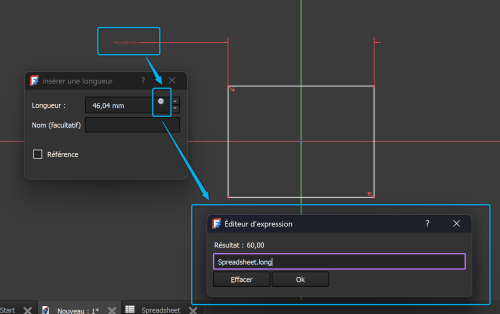
Dans l’atelier sketcher, on dessine simplement un rectangle et on côte chaque coté.
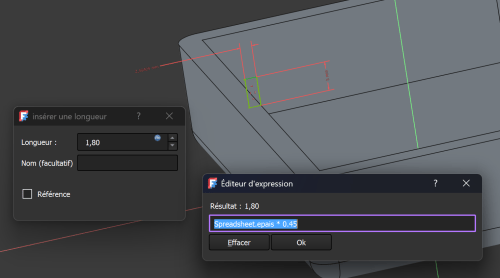
La seule particularité ici est que l’on ne vas pas entrer directement une valeur, mais passer par l’éditeur d’expression, et référencer la côte par rapport à l’alias défini dans le tableau de départ (cf image ci-dessous).
On extrude avec les mêmes règles. Attention : ici le paramètre « hauteur » sera à diviser par 2, car ma boite aura un fond et un couvercle (mais c’est mon choix, libre à vous de faire autrement).
On obtient alors un volume entièrement paramétré par les données de la feuille de calcul.
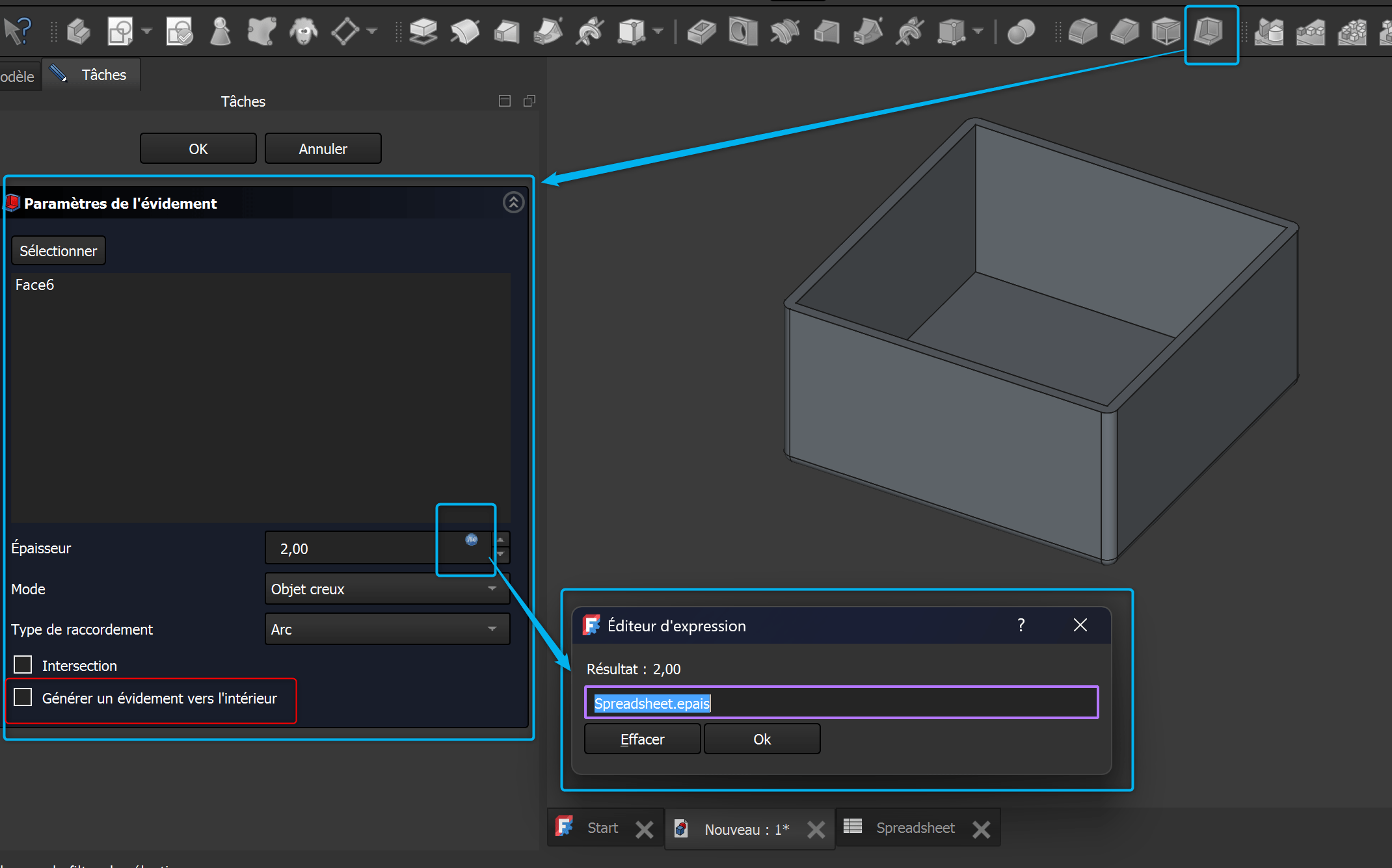
Il reste à évider la pièce en utilisant le paramètre d’épaisseur .
Remarque : J’ai choisi de décocher « Générer un évidement vers l’intérieur », car les dimensions saisies sont pour moi les côtes « utiles », donc intérieures.
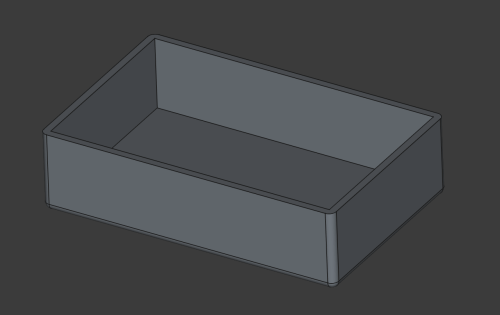
J’ai donc maintenant le fond de ma boite.
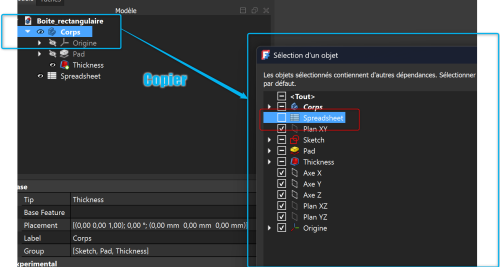
Etape 2 : dessin du couvercle
Pour le couvercle, on va simplement dupliquer (par copier/coller) la construction, et on pivote de 180 degrés la copie !
Bien penser ici à décocher la feuille de calcul, car une seule est suffisante !
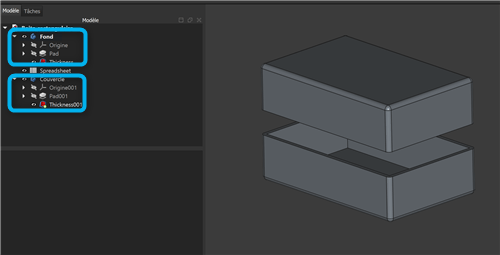
J’ai donc maintenant 2 corps, renommés « Fond » et « Couvercle ».
Etape 3 : l’assemblage
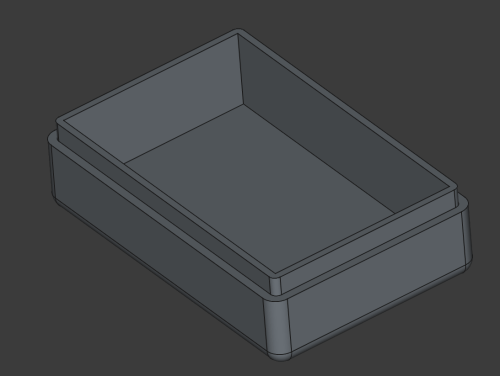
Pour assembler les 2 parties, je propose de créer une protrusion sur le fond, qui viendra s’emboiter sur une gorge du couvercle. Les dimensions seront proportionnelles à l’épaisseur des pièces, tout en introduisant un léger jeu.
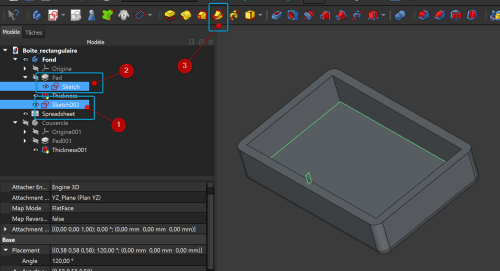
Commençons par travailler le fond.
Créons le sketch ci-dessous :
Je fixe la hauteur à 5 mm, et l’épaisseur à 45 % de l’épaisseur de la boite, soit un peu moins de la moitié (pour créer un jeu fonctionnel).
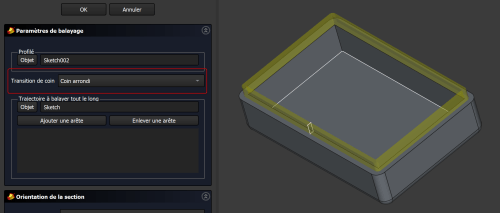
Nous effectuons ensuite un balayage de notre nouvelle esquisse sur l’esquisse de création de la boite.
Attention : pour obtenir un résultat correct, il faut bien sélectionner Transition de coin : Coin arrondi .
Notre fond est prêt.
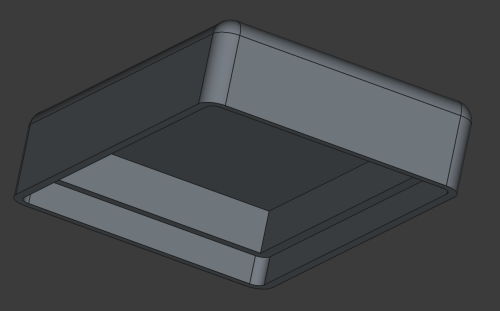
On va répéter le même procédé sur le couvercle, mais cette fois en « creusant » le chemin.
Couvercle et Fond doivent s’emboiter maintenant correctement.
Etape 4 : la fixation
Pour que les 2 parties tiennent assemblées, nous allons rajouter des clips de fixation sur le fond, et des trous sur le couvercle.
Commençons encore une fois par le fond.
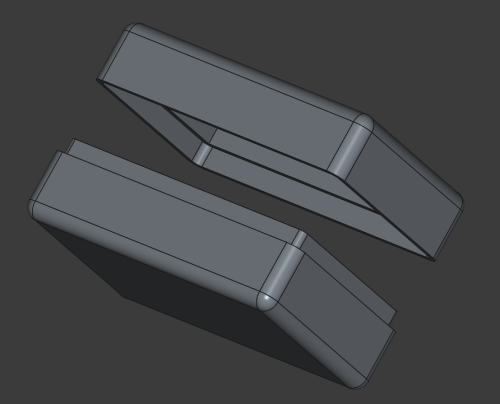
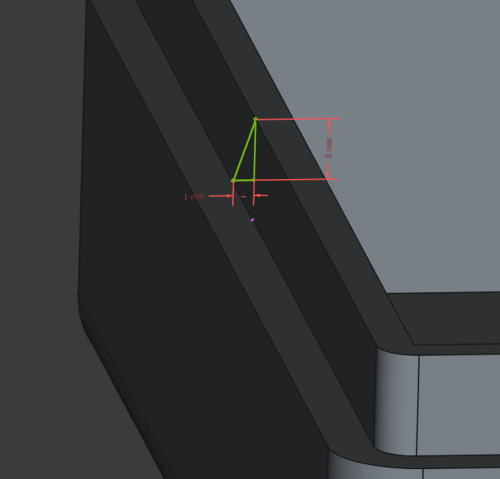
Créons juste un sketch basique contenant un simple triangle, que nous allons extruder de façon symétrique au plan de construction.
Après extrusion, une simple symétrie nous permet d’avoir le même type de clip sur les 2 côtés de la boite.
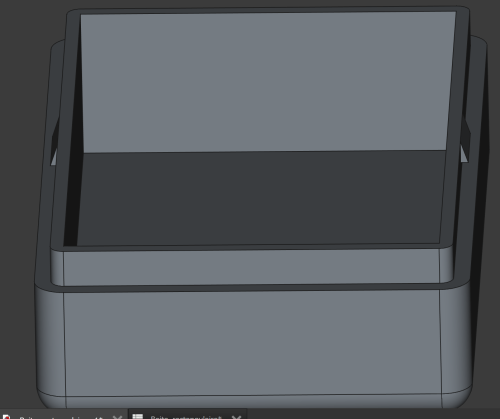
Passons maintenant au couvercle. Nous allons cette fois juste faire 2 découpes pour accueillir les clips. La seule contrainte est ici de bien prévoir dimensions et positionnement pour que les 2 pièces se clipsent sans effort mais sans trop de jeu non plus.
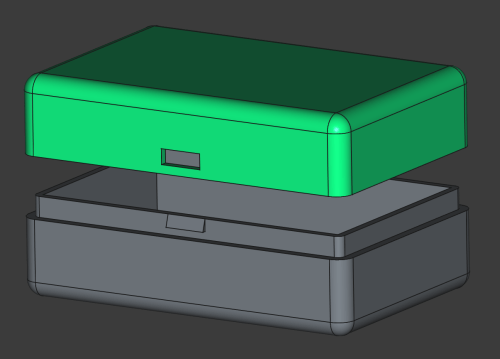
Voici le résultat final.
Nous disposons donc maintenant d’un modèle de boite paramétrable, grâce auquel nous allons pouvoir imprimer les boites qui nous conviennent !
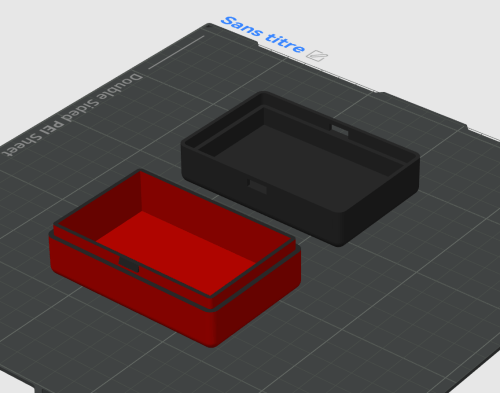
Il ne reste plus qu’à exporter les 2 corps en stl, et de les traiter dans votre slicer préféré pour impression.
Vous pouvez télécharger ci-dessous les fichiers source :
Fidèle à la marque Anycubic avec ma Kobra 2 depuis plusieurs années, je viens de faire l’acquisition d’une Kobra 3 Combo.
Par Combo, il faut comprendre qu’il s’agit d’un pack contenant une imprimante Kobra 3 et d’un boitier ACE, qui permet d’accueillir 4 bobines.
Cette solution – à l’heure où j’écris – est à 320 €, ce qui la place loin devant ses concurrentes. Mais est-ce « une bonne affaire » ?
L’aspect mécanique
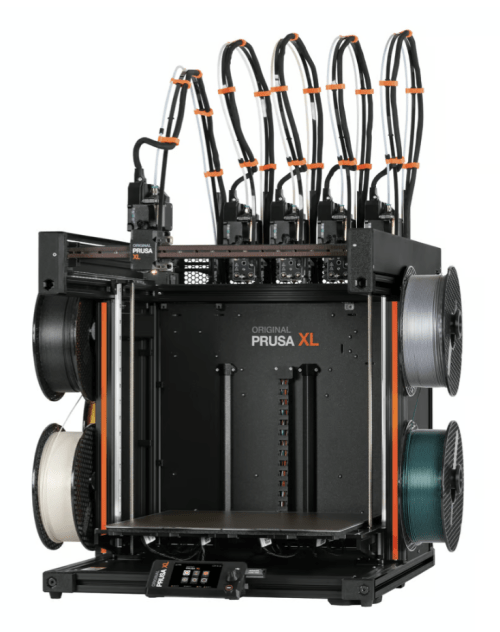
Donc, d’un côté, vous avez une imprimante avec un « hub » au dessus de la tête d’impression, ce hub permettant de relier 4 tubes PFTE, qui sont reliés au ACE, gros boitier, relativement lourd (vous comprendrez plus tard pourquoi je dis cela), qui permet la gestion de 4 bobines de filament, tout en les maintenant à un température idéale (pour le PLA et l’ABS).
L’ensemble est finalement très volumineux s’il est positionné comme sur la photo ( et il ne faut pas oublier qu’il est possible de gérer un deuxième ACE, pour imprimer avec 8 bobines) .
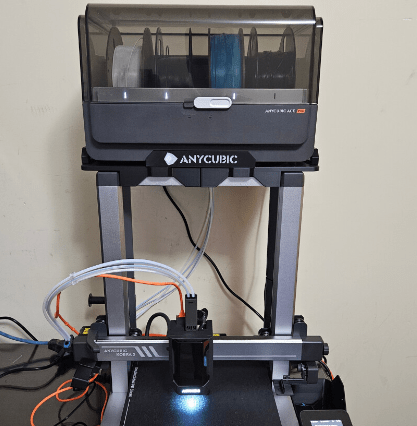
De nombreux utilisateurs ont décidé de positionner ce ACE au-dessus de l’imprimante, comme ce qui est fait par des produits concurrents, ce qui donne une installation de ce genre :
Alors, honnêtement, je pense que c’est une fausse bonne idée, et ce, pour plusieurs raisons.
D’accord, on gagne de la place sur le bureau mais :
je l’ai déjà dit, le ACE est « lourd »,
l’imprimante « vibre » énormément, surtout en mode Sport,
le centre de gravité se retrouve très haut, et le risque de basculement n’est pas négligeable.
Mais cela fonctionne visiblement !
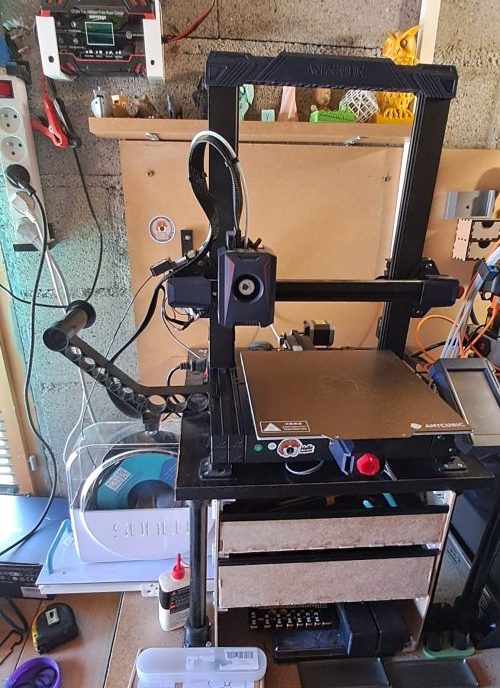
J’ai personnellement opté pour une autre solution : mettre le ACE en dessous de l’imprimante.
Ayant l’habitude de plutôt travailler debout, j’avais déjà surélevé ma Kobra 2, ce qui m’avait permis de mettre un boitier de séchage bobine en dessous.
J’ai donc naturellement appliqué ce même choix pour ma Kobra 3.
Côté tubes PFTE, ils sont assez longs pour que cela ne pose pas de problème fonctionnel, même lorsque la tête est en position haute.
Et pour l’accès au boitier ACE, 2 glissières de tiroir permettent de le sortir totalement …
L’aspect fonctionnel
Maintenant que l’imprimante est installée et est fonctionnelle, et avant de détailler comment on va imprimer en plusieurs couleurs, il est important d’avoir une idée du fonctionnement de cette imprimante !
Il va y avoir exclusivement 2 types d’impression multi-couleurs : soit les couleurs sont réparties dans le modèle (image de gauche), soit les changements de couleur sont répartis en couches (image de droite).
La Kobra 3 dispose d’une tête unique sur laquelle est connecté un Hub 4 voies. Le mécanisme d’impression « en couleur » est donc le suivant :
le ACE introduit le filament de départ,
l’imprimante « purge » la tête d’un volume déterminé,
l’impression commence, jusqu’au changement de couleur programmé,
l’imprimante « coupe » le filament,
le ACE rétracte le filament (et le rembobine), puis introduit le filament,
etc.
Le cycle se reproduit ainsi jusqu’à la fin de l’impression.
A chaque changement de couleur, la machine génère un déchet de purge.
Lorsque l’on imprime une pièce avec des changements de couleur par couche (comme le dyno de droite), les déchets restent limités. Mais si l’on imprime des pièces qui présentent plusieurs couleurs sur de mêmes couches, il faudra s’attendre à avoir un volume de déchets non négligeable par rapport au filament utile à la pièce. A noter aussi que le temps d’impression sera sérieusement rallongé.
En résumé : si vous imprimez majoritairement des pièces multi-colorées, passez votre chemin ! Il faudra privilégier une imprimante multi-têtes, qui ne générera pas de déchet. Par exemple, la Prusa XL ….
Mais il vous faudra, dans cette configuration 5 Têtes, débourser 3700 €, soit un peu plus de 10 fois le prix de ma Kobra 3 !!!
L’aspect tranchage
Pour préparer les fichiers, Anycubic met à disposition son propre Slicer, nommé « Anycubic Slicer Next ».
C’est à ce jour, le seul slicer qui prends en compte nativement le ou les 2 Aces connectés à la Kobra 3. Si en plus, les bobines de filament sont équipés d’une puce RFID compatible (cela fera l’objet d’un autre article), les caractéristiques des filaments seront directement remontées dans le slicer.
Concernant le paramétrage en lui-même, pas de révolution par rapport aux slicers « classiques » comme PrusaSlicer ou Orca.
Le mode opératoire est classique :
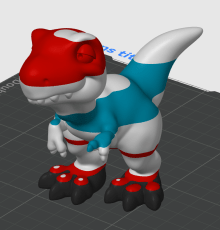
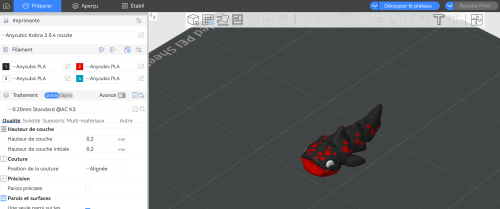
a) on charge le modèle à imprimer :
ici un petit requin articulé déjà prévu en 3 couleurs.
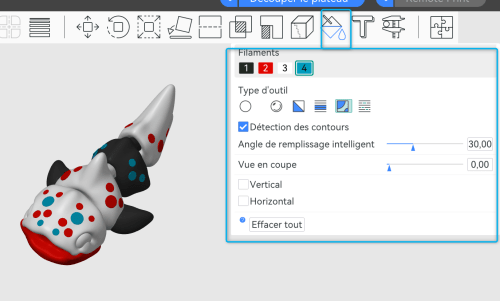
Dans l’onglet « Préparer » on va pouvoir ajuster les paramètres d’impression comme dans n’importe quel slicer. A ce stade, on peut aussi « peindre » la pièce, c’est à dire définir quel filament utiliser à tel endroit.
Une fois l’option sélectionnée, je choisis le filament, le type d’outil, et je clique sur la zone à « peindre ». J’ai ici personnalisé mon requin (dans une config qui va générer pas mal de déchets, car je vais avoir des couches avec 3 couleurs, donc 3 cycles de purge).
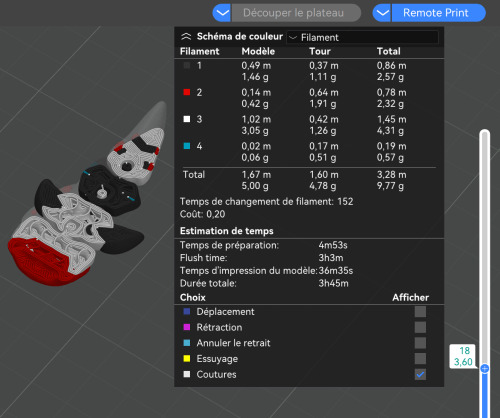
b) on tranche le modèle
Ici un exemple d’une couche « couteuse » en temps et en filament :
impression du noir puis purge puis impression du blanc puis purge puis impression du rouge puis purge puis impression du bleu. Et cela répété à chaque couche de cette nature !
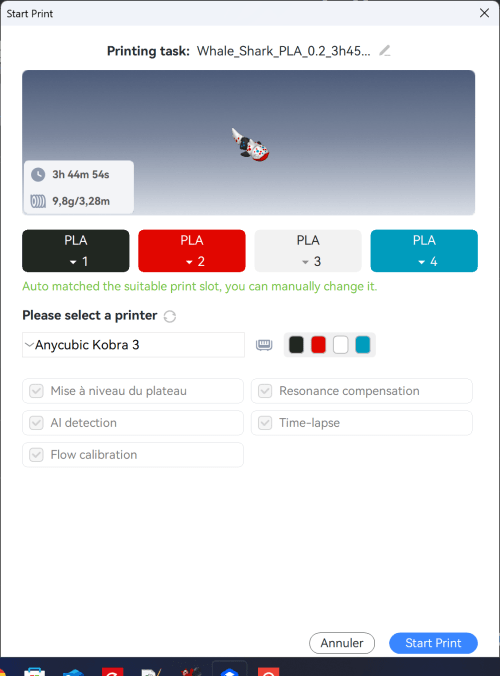
c) on sauvegarde le gcode, ou on l’envoie directement à l’imprimante
La Kobra 3 dispose d’une connexion réseau. Il est donc possible directement d’envoyer le fichier en impression.
Il est alors encore possible de modifier les couleurs globales de la pièce (on décide d’inverser 2 couleurs, ou de changer de bobine de filament). Je peux aussi décider de faire un nivellement automatique du plateau avant l’impression (ou d’autres opérations).
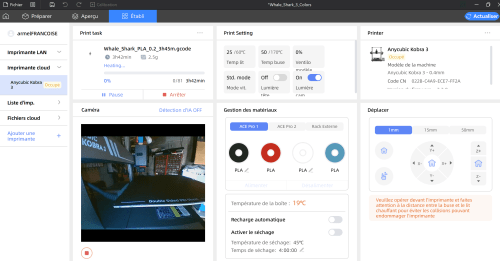
Une fois l’impression lancée, on peux suivre l’impression (et oui, la Kobra 3 Combo est livrée avec une caméra). Il est aussi possible de modifier les paramètres de température de la buse, du plateau, du ACE.
Ensuite, il n’a y plus qu’à attendre, et dans sa catégorie, elle fait le job, avec une belle qualité d’impression.
Un bon investissement alors la Kobra 3 Combo ?
Mon avis est que pour le prix, le résultat est quand même bluffant. Alors d’accord, on génère des déchets et on rallonge les temps d’impression. Mais en comparaison tu temps passé à préparer et à peindre une pièce, cela n’est pas grand chose. Et puis, l’usage n’est pas « toujours » à l’impression multi-couleur : il y a aussi un usage de changement de couleur par couche, comme dans le cas des impressions HueForge (cela aussi fera l’objet d’un prochain article).
Et personnellement, j’apprécie d’avoir toujours à disposition 4 couleurs différentes à choisir au moment de l’impression, lorsque j’imprime un modèle mono-couleur.
4 impressions à suivre en indiquant simplement quel bobine utiliser à l’ACE
Donc, ma réponse est oui. Pour le prix, vous ne trouverez pas mieux !
Ce qu’il est possible d’améliorer
1) la stabilité
c’est certainement la première chose à faire ! La Kobra 3 est rapide. En mode « Sport », elle a même tendance à terriblement vibrer. Il est donc important à mon sens de tenter d’amortir au maximum les vibrations engendrées. Personnellement, j’ai choisi de monter mon imprimante sur des tampons amortisseurs imprimés en TPU, et fixé sur le plan de travail.
Une bonne assurance pour moi que ma Kobra 3 ne terminera pas sa course quelques mètres plus bas. Vous trouverez différents modèles sur le net.
2) récupération des déchets
Comme décris précédemment, l’imprimante génère tout un tas de petits déchets (je vais voir si je peux en faire quelques chose dans un autre article). Ces déchets sont éjectés sur la partie droite de l’imprimante. Une évolution utile consiste à diriger ces rejets dans un bac . Ubne fois encore, il existe de nombreux modèles dispo sur la toile. J’ai perso retenu un modèle très simple qui renvoie simplement vers le bas, dans un récipient les déchets.
Un système à améliorer car quand la tête est très haute, tout ne tombe pas toujours dans mon récupérateur !!!
3) se passer du ACE
Le ACE, c’est bien, mais il a ses limites. Il n’accepte pas le TPU par exemple. Et si, pour une impression, on a besoin ponctuellement de ce type de filament, il faut enlever un PFTE, et alimenter la tête manuellement. Heureusement, encore une fois sur plusieurs sites, on peux trouver des designs de HUB modifiés. Pour ma part, j’ai opté pour un HUB 5 voies, utilisant des connecteurs ECAS04, connecteurs standard pour les tubes PFTE.
J’ai donc maintenant la possibilité soit d’utiliser le ACE avec ses 4 bobines, soit d’utiliser une bobine externe, et ce, sans avoir à démonter quoique ce soit !
Et pour terminer
Sachez qu’il est possible d’acheter la Kobra 3 seule, le ACE seul, qu’il existe un modèle Kobra 3 Max (avec un plus grand volume d’impression) et qu’un kit de migration de la Kobra 3 vers Kobra 3 Max est annoncé !
Sur le site officiel de Anycubic, vous trouverez aussi la Kobra S1 Combo, imprimante avec enceinte de protection et ACE, qui ressemble comme 2 gouttes d’eau à une de ces concurrentes que je ne nommerais pas.
Le SVG est un format de fichier vectoriel qui permet un redimensionnement sans perte de qualité.
Jusqu’à maintenant, j’utilisais ce format lorsque j’exportais une vue plane d’un modèle dessiné sous FreeCAD, pour – par exemple – préparer une découpe laser, et cela fonctionne très bien.
Mais qu’en est-il de l’opération inverse, à savoir « importer » un fichier SVG – nativement en 2D – dans FreeCAD pour en faire un modèle 3D ?
Vous trouverez ci-dessous quelques éléments de réponse !
Un pré-requis important
Un fichier SVG est par définition – comme ses initiales l’indiquent – une représentation vectorielle d’un dessin à une certaine échelle. Cette échelle peut-être de natures différentes selon l’origine du fichier (des pixels, des mm, des cm, des m, …).
FreeCAD de son côté est un logiciel de modélisation qui travaille dans une unité unique, paramétrée par défaut (par l’utilisateur).
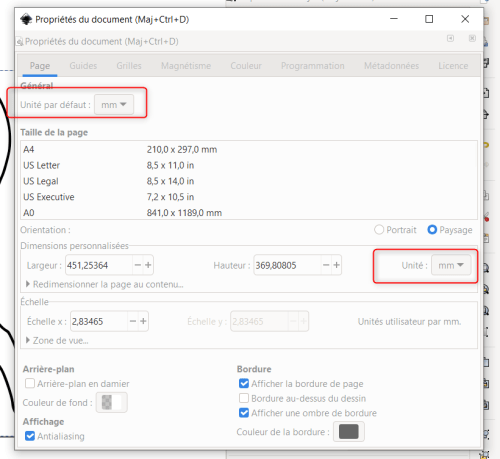
Pour éviter toute surprise, une bonne habitude sera de d’abord ouvrir le fichier SVG avec Inkscape (car FreeCAD aime bien inkscape) afin d’effectuer une première mise en forme :
mettre, si cela n’est pas le cas, les unités de représentation en mm (ou dans la même unité que celle paramétrée dans FreeCAD)
mettre le dessin aux dimensions proches des tailles finales souhaitées (c’est toujours plus simple de le faire ici que dans FreeCAD ou dans le slicer)
mettre la taille de la « page » à celle du dessin
Etape 1 : la préparation du fichier SVG
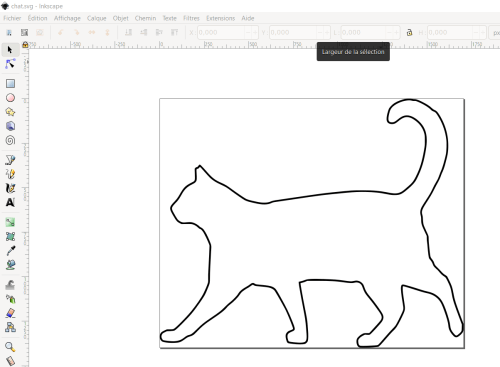
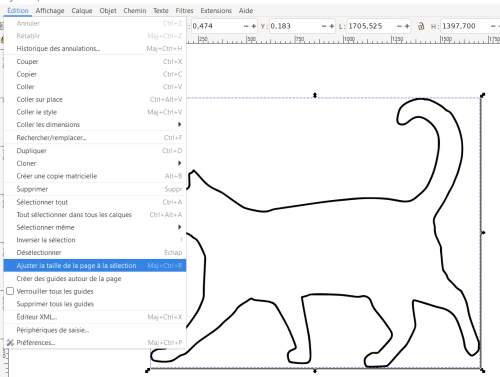
Je vais partir du petit fichier SVG représentant la silhouette d’un chat, trouvé sur la toile.
Dans les propriétés du fichier, on va vérifier que les unités sont bien en mm, et corriger le cas échéant.
Et on termine par ajuster la taille de la page à celle du dessin.
A ce stade, le fichier svg va pouvoir être importé dans FreeCAD sans surprise (normalement).
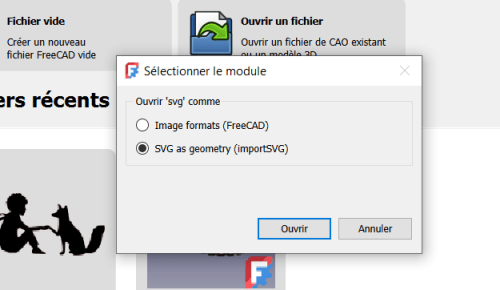
Etape 2 : Importation dans FreeCAD
On commence créer un nouveau projet, puis on importe le fichier svg.
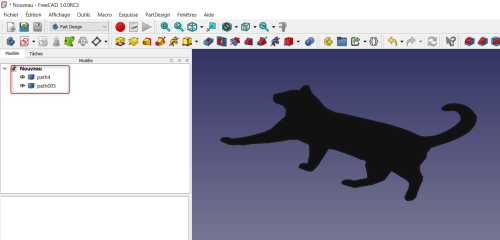
Vous devez normalement vous retrouver dans la situation suivante :
FreeCAD importe le fichier sous la forme d’un ou plusieurs « chemins ». Chaque chemin va correspondre à une partie du tracé vectoriel du svg. Dans mon cas, c’est assez simple : il y a un chemin pour le tracé extérieur et un chemin qui correspond au tracé intérieur (lié à l’épaisseur du trait). Mais vous pouvez vous retrouver avec plusieurs dizaines de chemins. Dans ce cas, je conseille de reprendre d’abord le svg avec Inkscape afin de simplifier le modèle original, en fusionnant par exemple des parties du dessin, ou en supprimant les éléments qui n’apporteront rien à la modélisation.
Dans mon cas, je vais supprimer l’un des 2 tracés qui ne va rien apporter à mon modèle.
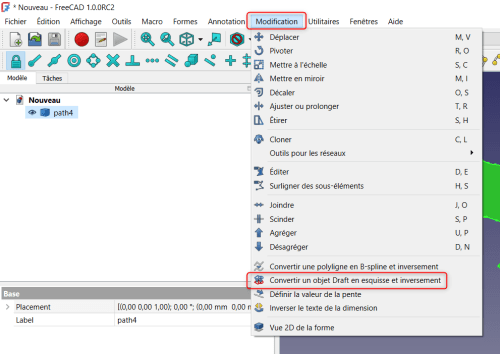
Etape 3 : la conversion en esquisse
Pour pouvoir manipuler le dessin, il est nécessaire de le convertir en sketch. L’atelier Draft nous fournit directement un outil adapté.
Il suffit de sélectionner le path et d’appliquer la conversion.
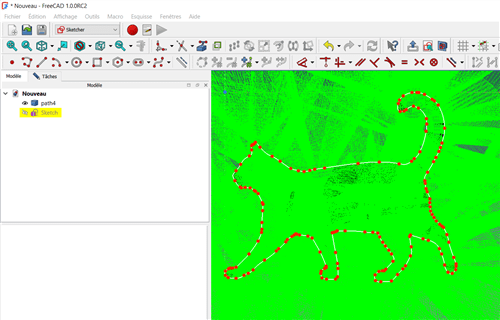
Nous disposons maintenant d’un Sketch éditable. Par d’affolement : les lignes vertes correspondent aux projections de construction de chaque « vecteur » du svg. Ceci doit permettre de pouvoir modifier la forme du dessin à ce niveau. Mais encore une fois, si modification il faut faire sur le dessin, je conseille de le faire avant importation depuis Inkscape.
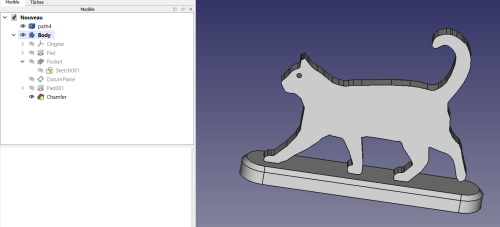
Etape 4 : on travaille « normalement » le sketch
On peux maintenant travailler normalement avec FreeCAD.
L’achat d’un scanner 3D reste encore un investissement important pour un usage amateur.
Mais il existe une solution très économique : utiliser une kinect, que l’on va pouvoir trouver à un prix dérisoire (de l’ordre de 20 à 30 €) sur de nombreux sites de revente. Cette solution ne va bien entendu pas égaler la finesse de numérisation offerte par des scanners à 800 €, mais pour le prix, le résultat est plus qu’intéressant.
La Kinect, qu’est-ce que c’est ?
La « kinect » est initialement un périphérique conçu par Microsoft pour la XBox 360 en 2008 dans sa version V1 et pour la XBox One dans sa version V2. Le projet verra finalement sa fin en 2017, faute de ventes suffisantes.
Le principal intérêt de ce produit réside dans le fait qu’il est équipé d’une lentille qui exploite la profondeur de champ, et que des pilotes libres ont été portés sous Windows.
A partir de là, il suffit d’un logiciel capable de traiter le flux généré, et l’on dispose de tous les ingrédients d’une solution de numérisation 3D.
Que faut-il se procurer ?
La première chose à faire est de se procurer une Kinect, de préférence en V1 (XBox 360), car c’est celle qui sera reconnue sans problème par les différentes solutions logicielles disponibles. Il est important que l’appareil soit fourni en configuration PC, c’est à dire avec un cordon adaptateur USB (généralement avec une alimentation supplémentaire intégrée).
Vous aurez aussi besoin de pilotes spécifiques, disponibles ici .
Remarque importante :
On lit souvent que la kinect ne fonctionne que sous Windows 7, est instable, etc. Il n’y a aucun problème pour la faire fonctionner sous Windows 10 (peut-être 11 mais je n’ai pas essayé). Il faut juste comprendre une chose : lorsque vous allez brancher votre kinect pour la première fois, Windows va tenter d’installer les pilotes qui lui semblent le plus adapter et va associer à votre kinect les pilotes prévus pour la ….. XBox, et ce, même si vous avez installé les drivers que vous venez de télécharger.
Alors, pour ne pas vous posez de questions, suivez le mode opératoire ci-dessous :
a) branchez votre kinect et attendez que windows la reconnaisse,
b) ouvrer le « gestionnaire des périphériques ». Vous allez trouver votre kinect, normalement associée aux drivers XBox. IL y en aura 3 ou 4. Désinstallez pour chaque ligne le périphérique et son driver,
c) débranchez la kinect,
d) installé le kit « Kinect for Windows SDK v1.8 » que vous avez téléchargé,
e) rebrancher votre kinect.
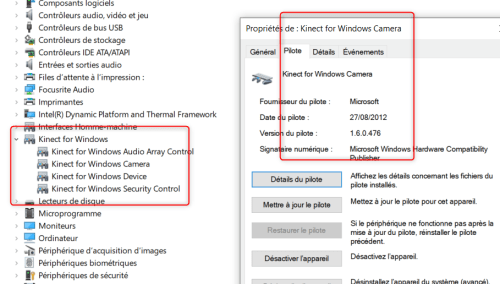
Dans le gestionnaire de périphériques, vous devriez maintenant retrouver votre kinect configurée ainsi :
Il s’agit bien maintenant des pilotes Microsoft !
Côté logiciel
Vous trouverez principalement 2 outils qui permettent de mettre en œuvre la kinect V1 :
ReconstructMe (disponible en version 2.5.1034 ici)
Pour ma part, je n’ai jamais vraiment réussi à obtenir un résultat exploitable avec ReconsctrucMe (je ne suis sans doute pas très doué), alors qu’avec Skanect, je n’ai rencontré aucun problème.
C’est donc ce logiciel que je vais utiliser dans la suite de cet article.
Skanect : 2 versions
Skanect n’est bien entendu plus maintenu. Mais en cherchant bien, vous arriverez à trouver 2 versions : une version gratuite et une version payante. La seule différence est une limitation en terme de nombre de faces (et d’arêtes) sur la version payante. Vous verrez que dans la suite de cet article, j’utilise une version débridée, et je vous montrerais aussi ce que la version limitée vous permettra d’obtenir.
Il ne faut pas oublier que, de toute façon, la kinect reste un scanner avec une résolution très limitée. Il faudra donc de toute façon abandonner l’idée de vouloir numériser une petite pièce.
L’usage (ludique) sera plutôt de réserver ce matériel à la numérisation du buste d’une personne par exemple.
Skanect par l’exemple
Ne disposant pas d’un cobaye humain, je vais faire appel à cette grosse peluche Mickey qui trône dans la chambre de l’un de mes enfants …
On peux dire qu’il est pratiquement de la taille d’un visage humain (voir plus).
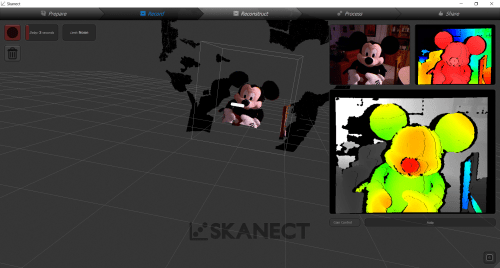
Etape 1 : lancement de Skanect
Lorsque votre logiciel est bien configuré, vous devez vous trouver devant un écran de ce type. Les 3 petites fenêtres de droite vous montrent la vision des différents capteurs de la kinect. L’objectif va maintenant être de pouvoir scanner l’ensemble des surfaces de notre modèle, en obtenant le maximum de surface verte (qui représente la bonne distance de scan).
Etape 2 : la numérisation
La principale difficulté à ce stade est de bien prendre son temps et passer vraiment partout, tout ceci en aveugle, car il n’y a pas de visualisation de la construction en temps réel.
Etape 3 : La reconstruction
Si tout se passe bien, vous devriez obtenir un modèle en 3D correctement assemblé.
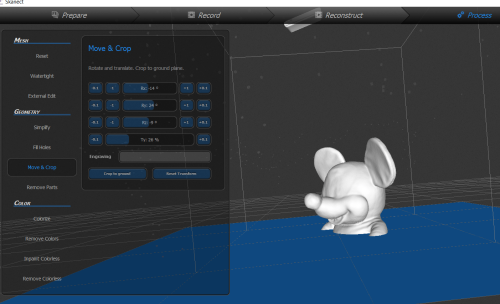
Etape 4 : Le post_traitement.
Mon objectif initial étant de réaliser un buste de mon modèle, Skanect dispose d’outils permettant de réorienter le modèle par rapport au plan de base.
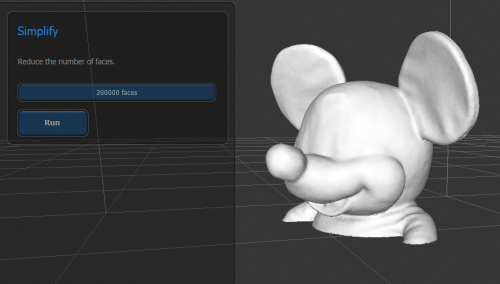
Etape 5 : La simplification
Le scan obtenu – dans cette version débridée de skanect – contient 1 108 599 faces, ce qui est finalement très lourd pour notre objectif final d’impression.
Parmi les outils proposés, une option de simplification est disponible. Il est alors possible de définir le nombre cible de faces.
Avec une réduction à 200 000 faces, on ne distingue pas réellement de différence, et le modèle devient plus facilement exploitable pour un slicer.
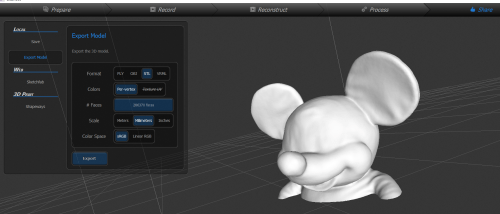
Etape 6 : Génération du fichier stl
L’outil permet l’exportation dans différents formats. Pour mon usage, je vais exporter le fichier au format stl.
Il suffit ensuite de renseigner le nom et le répertoire de stockage du fichier.
Et ensuite …
Une fois le fichier stl généré, il est exploitable comme d’habitude (possibilité de travailler le stl, de le slicer pour impression).
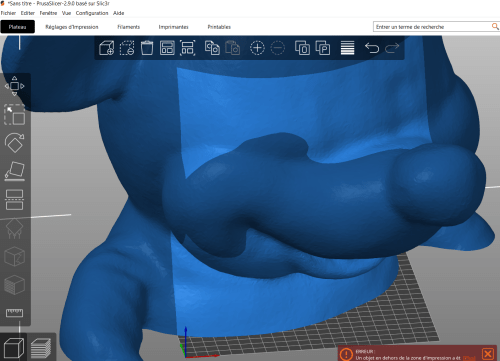
Exemple du fichier mickey.stl dans mon slicer :
Bien évidemment, le fichier stl est (normalement) généré à l’échelle, ce qui génère une erreur dans le slicer !
Il sera nécessaire, soit de découper l’objet (si vous voulez une impression taille réelle – avec Luban par exemple), soit le redimensionner.
En conclusion
Pour un investissement minime, on dispose d’une solution ludique pour imprimer la miniature d’un objet, d’un buste.
Il faudra néanmoins garder à l’esprit que la procédure de scan n’est pas toujours simple, et que les détails trop fins ne seront pas nécessaire visibles.
La réussite d’une impression va dépendre de plusieurs paramètres :
disposer d’un modèle de bonne conception,
avoir une imprimante bien entretenue,
utiliser un filament correctement préparé,
avoir tranché son fichier dans les meilleures conditions possibles.
Si les trois premiers points semblent faciles à mettre en œuvre, on se pose souvent des questions sur le dernier point, et il y a en particulier une interrogation qui revient souvent sur les forums : « Quel est le meilleur Sliceur (ou trancheur en français) à utiliser?
Je vais me permettre de revenir ici sur cette question, car elle est incomplète. La vraie question est : « Quel est le meilleur slicer pour mon imprimante et pour mon usage ? ».
Quelle est la situation actuelle ?
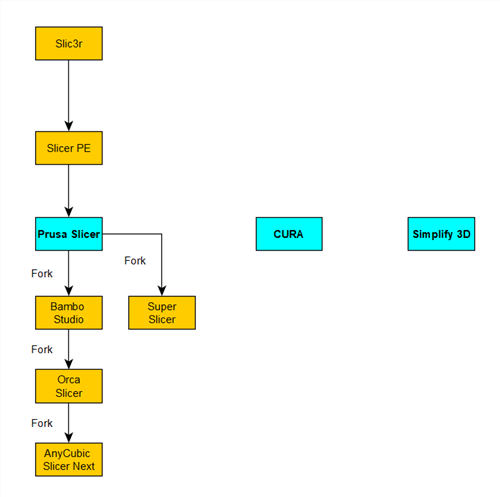
Vous trouverez ci-dessous une carte qui donne un aperçu des principaux slicers actuellement « actifs ». J’entends par « actif » le fait qu’ils représentent un pourcentage important d’utilisation, et sont toujours en évolution.
On retrouve aujourd’hui 3 « gros » trancheurs qui représentent 90% de l’usage (chez les utilisateurs non-pro) : Prusa Slicer (open Source), Cura (open Source) et Simplify 3D (payant).
Je ne parlerais pas ici de Simplify 3D, car c’est peut-être celui qui évolue le moins rapidement, et, même s’il a longtemps été un leader en terme de fonctionnalités, il est à ce jour rattrapé par les autres. Et puis, même si la dernière version semble apporter des avancées, il reste payant, ce qui , pour l’usage d’un particulier, restera un frein potentiel.
On notera aussi que Prusa Slicer fait aussi l’objet de nombreux Fork, qui donnent naissance à des slicers comme Orca Slicer qui devient aujourd’hui une référence.
Que doit faire à minima un slicer ?
Le slicer va devoir à minima :
être compatible avec votre imprimante,
être capable de prendre en compte les caractéristiques de votre (vos) filament(s),
vous permettre de modifier les principaux paramètres,
vous offrir des fonctionnalités permettant d’améliorer l’impression.
Compatibilité avec votre imprimante
Les slicers fonctionnent tous de la même manière : avec des fichiers de configuration. L’idéal est bien entendu de trouver « tout prêt » le fichier pour votre imprimante. Mais il sera aussi possible de le créer de toute pièce. Si vous devez partir de zéro, il n’y a qu’un nombre très restreint de paramètres à définir pour oser lancer une impression sans risque :
la taille de la zone d’impression,
le nombre de têtes,
les vitesses standard d’impression,
la dimension de la ou des buses,
les distances de rétractation de filament,
les éventuels gcode d’initialisation et de fin d’impression.
Une fois ces paramètres renseignés, vous pourrez normalement générer un fichier pour votre imprimante. Mais ceci ne va pas dire que le résultat sera correct. D’autres paramètres vont influer sur la qualité de l’impression.
Prendre en compte les caractéristiques des filaments
Là aussi, cela se passe sous la forme de fichiers de paramétrage. Ce paramétrage sera très important car il va contribuer à 80% dans la réussite de l’impression.
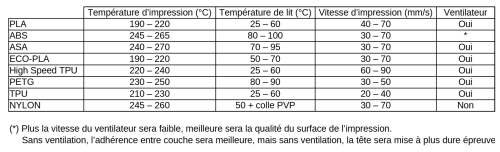
Une bonne configuration va devoir prendre en compte :
La température d’impression,
La température du plateau,
La vitesse d’impression.
Le tableau ci-dessous donne un aperçu de ces paramètres. Ils pourront être légèrement différents d’une marque à l’autre. Aussi, il faudra respecter les préconisations du fabriquant (celles-ci sont généralement indiquées sur la boîte).
Une imprimante 3D reste de la mécanique
Tout est dit dans le titre !
Une imprimante 3D n’est qu’un assemblage assez simple de pièces mécaniques, de moteurs, d’un plateau et d’une (ou plusieurs) tête(s) d’impression. Chacune de ces pièces va avoir des tolérances de fabrication, ce qui rend chaque machine différente.
Aussi, ce n’est pas parce que vous utiliserez le slicer préconisé par votre fabriquant, avec le profil fourni par ce même fabriquant, que l’impression sera optimale.
L’exemple le plus parlant concerne la tête d’impression ! Elle concentre à elle seule plusieurs mécanismes (système d’entrainement du filament, système de chauffe, buse d’extrusion). Alors même que tous les éléments sont théoriquement connus et maitrisés (diamètre du filament, vitesse d’entrainement du filament, diamètre de sortie du filament) et devraient donc permettre de calculer le volume de filament délivré dans un temps donné, tous les slicers proposent la possibilité de « pondérer » l’efficacité du système en appliquant un coefficient correcteur !
Il y a – par contre – des éléments de réussite qui sont incontournables, proprement « mécaniques », et que vous devez prendre en compte et parfaitement maitriser : le « Z-offset » et la planéité de la zone d’impression.
Ce sont 2 éléments très facile à comprendre, mais pas toujours simple à maitriser.
Le Z-offset va définir la distance initiale entre la buse et le plateau. Si cette distance est trop importante, la première couche d’impression ne sera pas assez « écrasée » sur le plateau et l’adhérence de la future pièce ne sera pas garantie. Si la distance est trop faible, le filament extrudé va avoir du mal à se déposer sur le plateau et on risque des problème de collage pièce/tête.
En ce qui concerne la planéité de plateau, un fois que l’on à compris l’importance du Z-offset, il est évident que si le plateau n’est pas correct, le Z-offset ne sera pas respecté sur l’ensemble de la zone d’impression.
Ces 2 caractéristiques sont aujourd’hui normalement prises en compte par les outils de configuration de votre imprimante. Ce sont des opérations automatisées qu’il faudra réaliser de temps en temps.
En conclusion
Si vous avez lu tout l’article, vous aurez compris qu’il n’existe pas « une solution miracle », mais « des solutions possibles », et que la décision finale va (presque) vous incomber.
Tout dépendra des résultats et de vos attentes. Si vos impressions sont bonnes et vous conviennent en utilisant votre slicer habituel ou celui préconisé par le fabriquant de votre matériel, pas besoin de chercher autre chose. Si les résultats ne sont pas « top », il vous faudra analyser la nature du problème et chercher quel paramètre faire évoluer pour améliorer vos impressions. Une solution empirique consiste dans ce cas de tester un autre slicer pour voir si le problème persiste ou non (car la mécanique de votre imprimante peut aussi être en cause).
Remarque : J’ai dis « presque » pour la décision finale. Il y a en effet des cas où le choix du slicer va être imposé par la machine. C’est le cas par exemple – au moment où j’écris ces lignes – de la machine Anycubic Kobra 3 Combo, pour laquelle le pilotage du boitier ACE (qui contient les 4 bobines pour une impression multicouleurs) n’est pris en charge que par un seule slicer (Anycubic Slicer Next) qui est celui de la marque.
Je ne vais pas vous mentir, je suis un utilisateur définitif de FreeCAD !!!
Mais je rencontre des personnes qui commencent dans la modélisation et qui sont séduites par Fusion 360.
Je vais donc tenter de faire un petit comparatif entre ces 2 produits, qui ont certainement leurs avantages et leurs inconvénients.
Un premier constat
Avant de commencer un comparatif « fonctionnel », il est important de savoir ce que l’on va comparer.
Côté FreeCAD :
un logiciel totalement open-source,
de nombreuses fonctionnalités sous forme d’ateliers à ajouter, issus d’une communauté très active,
installation et utilisation en local.
Côté Fusion 360 :
un logiciel qui nécessite la création d’un compte, qui même si l’on travaille avec la version gratuite, doit être renouvelé tous les 3 ans,
une version gratuite « bridée »,
installation en local, mais nécessité d’avoir un accès internet pour l’identification et le stockage en Cloud.
Rien qu’en écrivant les mots « Compte », « bridée » et « Cloud », je suis déjà conforté par mon choix pour FreeCAD, et son aspect « libre ».
Néanmoins, comme nous allons le voir rapidement, et à périmètre équivalent, Fusion 360 va être plus simple à prendre en main pour quelqu’un qui débute, car ses menus sont très certainement mieux pensés que FreeCAD.
Dans la suite de cet article, je vais donc tenter, par des exemples de plus en plus complexes, de réaliser d’abord la conception sous Fusion 360, puis sous FreeCAD. Vous devriez constater que – dans la plupart des cas – la philosophie de conception reste la même.
Remarque :
Quelle que soit la pièce que vous souhaitez réaliser, quel que soit l’outil que vous allez utiliser, il est primordial de commencer pas se poser une simple question : « Comment est faite cette pièce ? ».
Cela vous évitera de vous lancer dans une conception complexe, alors qu’une solution plus simple pouvait exister.
Cas n° 1 : une rondelle
Quoi de plus simple qu’une rondelle. Et pourtant, on va déjà pouvoir constater qu’il va exister plusieurs façons de la concevoir.
Une rondelle, c’est « un cercle que l’on extrude pour ensuite y percer un trou » ou « 2 cercles concentriques que l’on va extruder » ou « un rectangle sur lequel on applique une révolution ». J’avoue la dernière solution est u peu tordue.
Mais ces 3 visions vont permettre de rapidement comparer les modes opératoires de FreeCAD et Fusion 360.
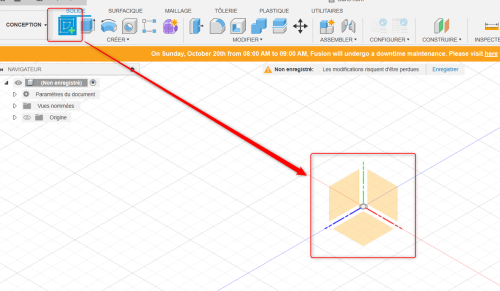
Réalisation avec Fusion 360
On sélectionne « Créer une esquisse » puis on sélectionne le plan de travail.
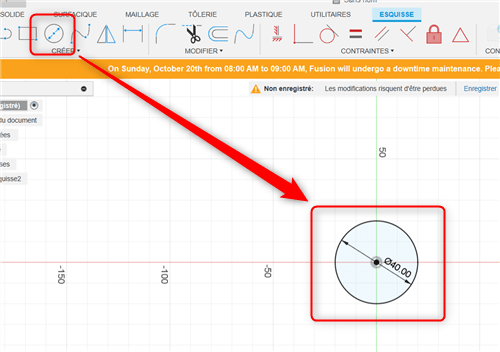
On choisi ensuite l’outil « Cercle ». On dessine au centre un cercle en précisant une dimension de 40 mm. On clique sur « Terminer l’esquisse ».
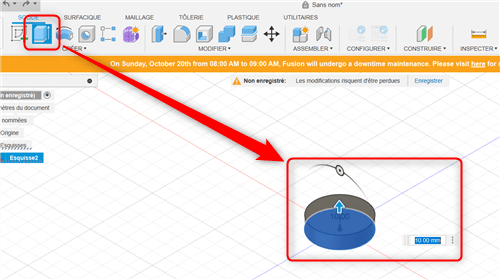
Il reste à « Extruder » la pièce d’une hauteur de 10 mm.
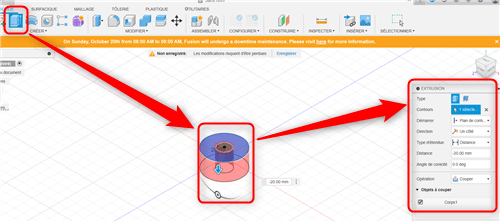
On répète l’opération, en sélectionnant la surface supérieure du cylindre obtenu, en y dessinant un cercle de rayon 15 mm, et en effectuant une extrusion, mais cette fois « négative ».
Et on obtient notre rondelle !
A noter que l’on dispose de l’arborescence du modèle, et qu’il est possible de le reprendre à tout moment.
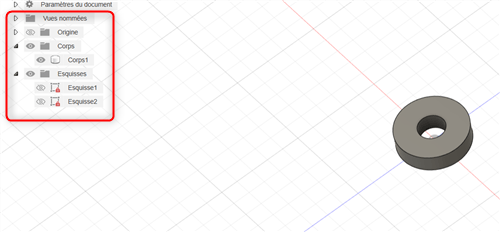
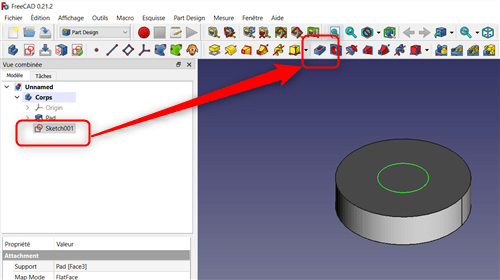
Réalisation avec FreeCAD
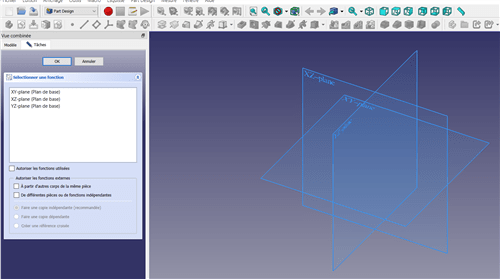
FreeCAD travaillant avec des ateliers, la première chose à faire est de sélectionner l’atelier « Part Design ». Ensuite on crée un nouveau document, puis un « corps » puis une « esquisse ». Il suffit en fait de suivre ce que propose FreeCad. On arrive alors sur un écran de choix de plan.
Comme avec Fusion 360, vous choisissez le plan sur lequel vous souhaitez travailler.
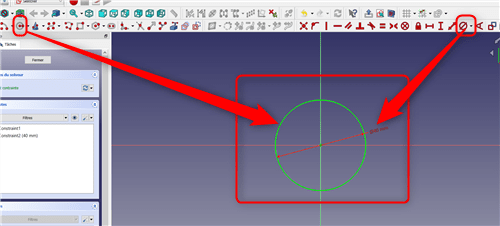
Comme dans Fusion, on sélectionne l’outil « Cercle », on dessine un cercle au centre. On sélectionne ensuite l’outil « Diamètre » et on applique un diamètre de 40 mm au cercle. Puis on ferme l’esquisse.
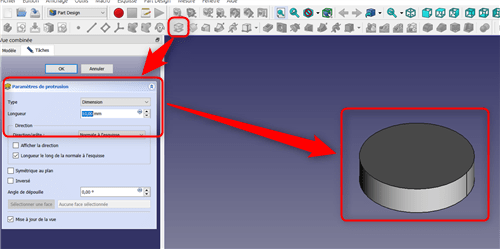
On applique ensuite une « extrusion » de 10 mm à l’esquisse que l’on vient de dessiner.
On répète de même pour le trou : on sélectionne la face supérieure, on créé une nouvelle esquisse, on y place un cercle de 15 mm.
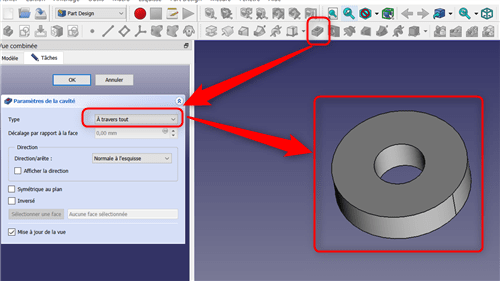
On va cette fois utiliser l’outil « cavité » pour créer le « trou ». Nous obtenons notre rondelle.
Sur la réalisation de ce type de pièce, l’utilisation de Fusion 360 ou de FreeCAD ne sera finalement qu’une question de choix et d’habitude, et ce, quelle que soit la méthode de conception. On retrouvera sur les 2 logiciels les mêmes outils et fonctionnalités.
Cas n° 2 : Réalisation d’une vis
Je vais volontairement prendre cet exemple, car il va illustrer parfaitement une grande différence entre les 2 logiciels.
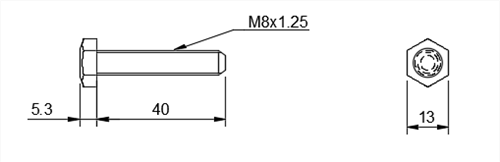
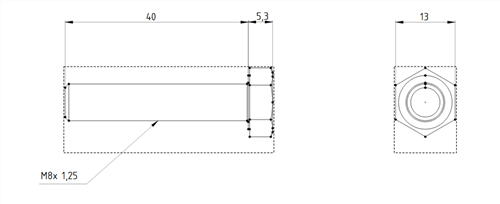
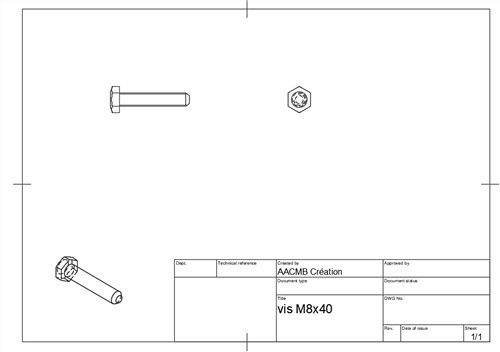
Mon objectif : réaliser une vis de fixation à tête hexagonale M8 x 40 (diamètre 8, longueur 40) conforme à la norme ISO 4017 (soit une longueur de tige entièrement filetée).
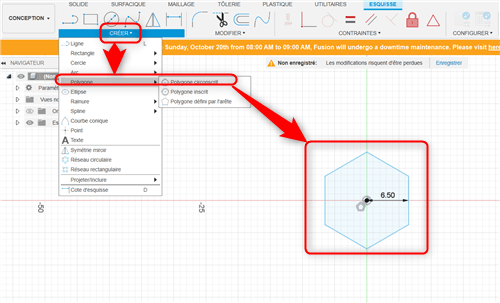
Réalisation avec Fusion 360
On sélectionne « créer », puis « polygone », « polygone circonscrit ». Et on dessine un polygone de 6,5 mm (puisqu’une tête M8 hexagonale fait 13 mm de largeur).
Je termine l’esquisse et je l’extrude de 5,3 mm (hauteur de tête normalisée).
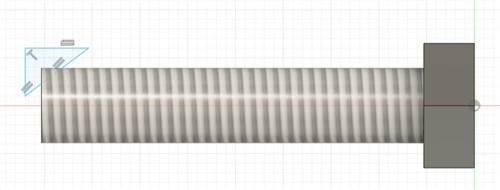
Je dessine une nouvelle esquisse avec un cercle de 8 mm, que j’extrude à son tour sur une hauteur de 40 mm.
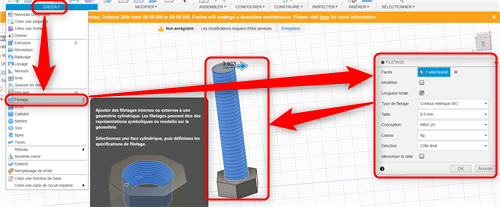
Fusion 360 dispose d’un outil « Filetage », qu’il suffit d’appliquer sur la surface cible.
Notre vis est presque terminée.
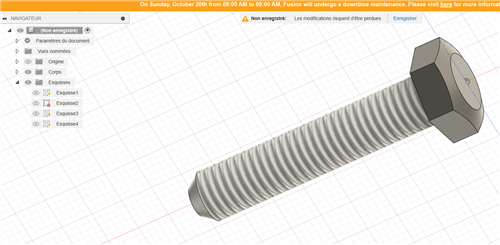
Il reste à générer des chanfreins en bout de vis et sur la tête.
Je fais cela en dessinant une esquisse triangulaire à laquelle j’applique une révolution de 360° autour de l’axe de la vis, en « soustraction de matière ». La même opération est à réaliser côté tête.
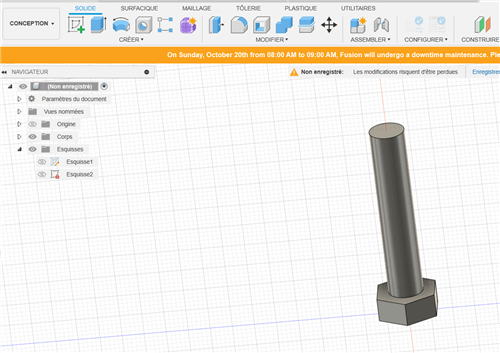
Voici une belle vis, réalisée sous Fusion 360, en seulement … 4 esquisses.
Réalisation avec FreeCAD
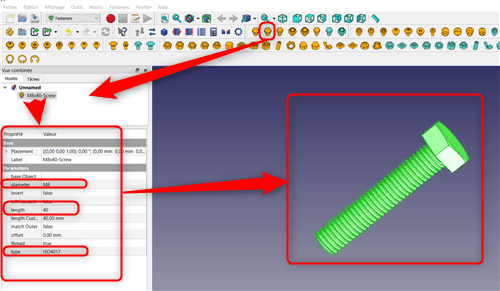
C’est ici que l’on voit la puissance des ateliers ! J’ouvre l’atelier « Fasterners ».
Il me propose directement d’ajouter une vis à la norme ISO 4017, pour laquelle il suffira de définir le diamètre (M8) et la longueur (40), le tout en une étape !
Le principal intérêt est ici que si je souhaite modifier le diamètre de ma vis (parce que j’aurais mal fais mon choix et que je m’en aperçois dans un assemblage), il suffira de modifier la valeur M8, pour que tous les paramètres de la vis soient modifiés (taille de la tête en particulier).
Avec la conception sous Fusion, il faudra que j’intervienne sur plusieurs esquisses.
Besoin de plan 2D ?
L’un des besoins possibles lors d’une conception est de pouvoir générer des plans 2D côtés. En effet, une pièce ne sera pas nécessairement « imprimée » mais pourra nécessiter un usinage par un tiers (si je voulais faire ma rondelle en aluminium par exemple). Regardons ce que proposent nativement Fusion et FreeCAD.
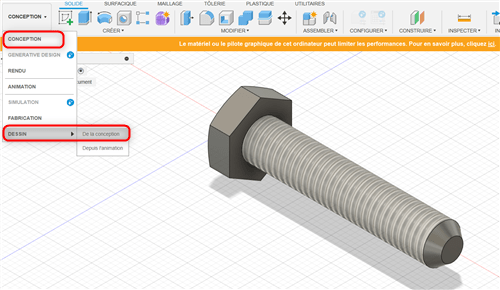
Côté Fusion 360
Reprenons notre vis M8x40. Fusion 360 propose un menu « Dessin ».
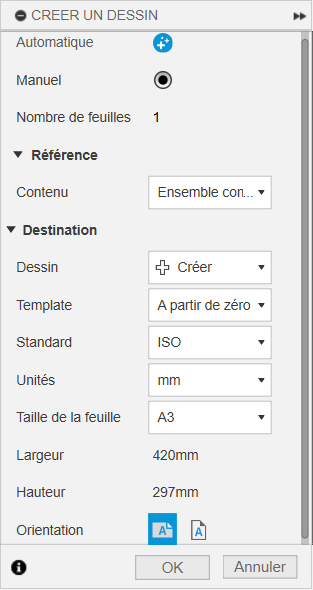
En sélectionnant l’option, on arrive sur le menu suivant :
Le mode « Automatique » est payant ! L’utilisation de template est payant !
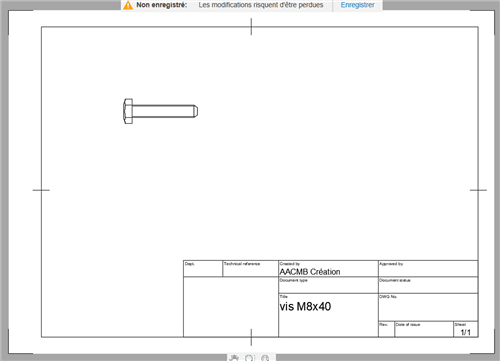
On va donc se contenter du minimum, à savoir créer le dessin sur un doc A4 en paysage, en ne changeant aucune autre option.
Fusion 360 me génère donc une feuille A4 comme demandée, en me proposant de placer une vue de la pièce. C’est plutôt une approche sympa.
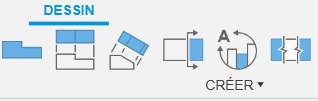
Nous disposons ensuite de différents outils pour rajouter des vues.
Si vous avez choisi un dessin à la norme ISO, les vues sont positionnées selon la norme : La vue de gauche est placée à droite, celle de dessus en dessous. Ici , j’ai rajouté la vue de gauche et une vue en perspective.
Une fois les vues positionner, Fusion 360 met à notre disposition un ensemble d’outils pour réaliser la cotation.
On arrive facilement à un résultat correct.
Malheureusement, les options d’exportation sont payantes. Seule solution, imprimer au format pdf.
Côté FreeCAD
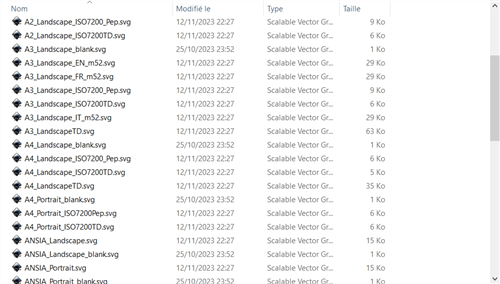
FreeCAD dispose de l’atelier « TechDraw », spécialisé dans les plans 2D. La première opération à réaliser est d’ajouter une page à notre modèle. 2 options sont possibles :
Soit on insère une page par défaut (icône de gauche). Cette page est définie dans le paramétrage de l’atelier. Soit on utilise l’icône de droite, qui permet de choisir un template (inclus par défaut). Ci-dessous un exemple non exhaustif.
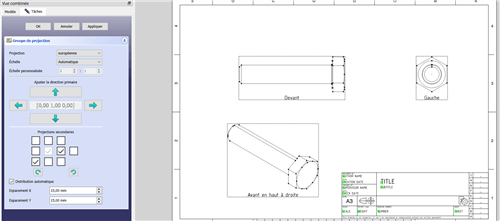
Une fois le template choisi, on obtient une page blanche dans laquelle il va falloir ajouter les vues désirées. FreCAD permet l’ajout de différentes façons.
De gauche à droite ; insérer une vue unique, insérer une capture, insérer un groupe normalisé. C’est cette option qui reste la plus utile à mon sens, dans un premier temps.
D’un usage plus simple que Fusion, on va pouvoir choisir en « live » les vues et projections que l’on souhaite faire apparaitre. A noter aussi que l’on pourra choisir un mode d’échelle automatique pour que la représentation occupe au mieux l’espace de la feuille.
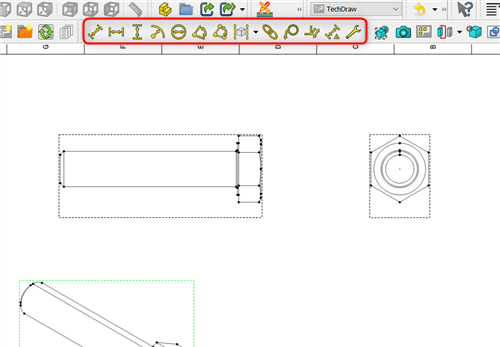
Il reste ensuite à coter la pièce, avec les outils disponibles. On reste ici dans la même phylosophie qu’avec Fusion 360.
On arrive aussi à un résultat satisfaisant :
En conclusion
2 logiciels qui vont vous permettre d’arriver à vos fins. Le choix entre les 2 reste à mon sens très arbitraire. Entre un logiciel très ergonomique (Fusion 360) mais payant sur certaines options, et un logiciel entièrement gratuit (FreeCAD) mais un peu plus difficile d’appréhension en raison de l’organisation en ateliers, il seule chose est certaine : il faudra vous tenir à votre choix, ne serait-ce que pour acquérir les automatismes qui vous permettrons d’aller plus vite dans vos conceptions.
L’un des usages « pratiques » dans lequel FreeCAD peut-être utilisé est la réalisation de boitiers pour protéger les montages électroniques que vous allez réaliser.
La principale difficulté dans ce type d’opération est souvent de réussir à concilier les contraintes d’assemblage de 2 conceptions issues de logiciels différents : un pour l’électronique et un pour la mécanique.
Je vous propose de réaliser simplement un petit boitier à l’aide de FreeCAD pour la partie mécanique et KiCAD pour l’électronique. Ces 2 logiciels s’inte.rfacent assez facilement et proposent une solution totalement gratuite.
Présentation (rapide) de KiCAD
De très nombreux sites présentent des tuto sur la prise en main de KiCAD. Le but n’étant pas ici d’apprendre à l’utiliser, je vais juste refaire une petite présentation par l’exemple et poser ainsi les éléments qui vont être nécessaires pour l’intégration avec FreeCAD.
KiCAD est un outil permettant de dessiner des schémas électroniques et de concevoir les circuits imprimés résultants. A l’issue d’une conception, vous aurez, comme avec tous les logiciels de cette nature, à miima 3 fichiers :
– un fichier pour le schéma,
– un fichier pour le circuit imprimé,
– un fichier pour le plan de perçage.
Je dis à minima, car vous pouvez avoir un circuit avec plusieurs couches, avec une sérigraphie, avec un vernis, etc.
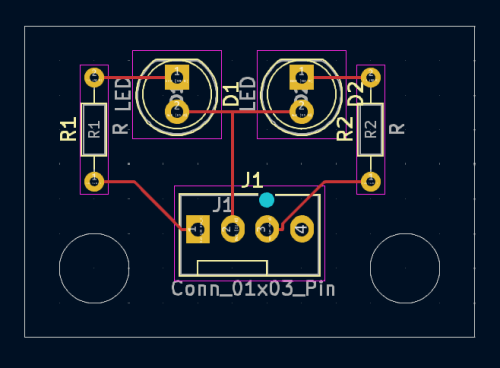
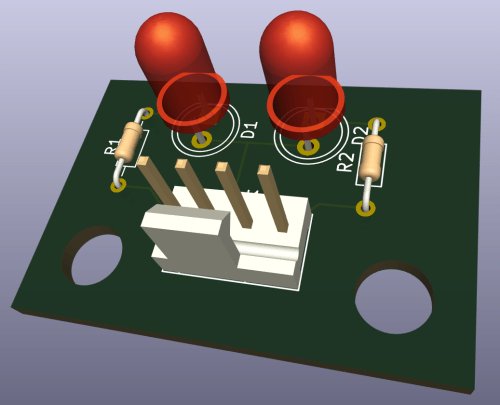
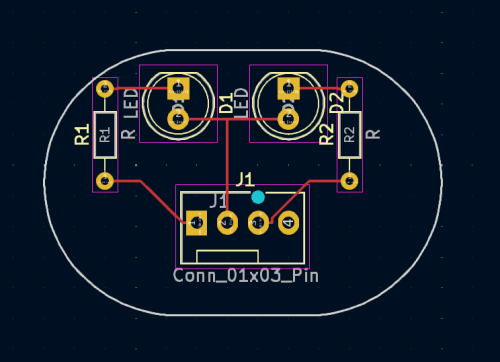
Un seul fichier nous intéresse dans notre cas : celui du circuit imprimé et l’implantation dessus des différents composants. Pour mon cas pratique, mon circuit est très simple : un montage qui comporte 2 Leds, 2 résistances et un connecteur.
J’ai réalisé l’implantation et défini la forme et la dimension du circuit et j’ai prévu 2 trous pour la fixation. KiCAD nous permet d’avoir une représentation 3D du circuit.
La question maintenant est de savoir comment réaliser un boitier autour de cette réalisation.
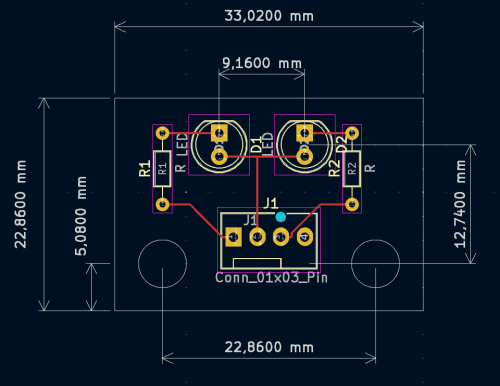
Bien entendu, on pourrait se contenter de « mesurer » les côtes dans KiCAD, ce qui est possible.
Mais force est de constater que KiCAD travaille en multiple de 2,54 mm, ce qui n’est pas très « pratique » pour nos conceptions sous FreeCAD.
KiCAD StepUp
Pour nous aider, nous allons pouvoir utiliser KiCAD StepUp.
KiCad StepUp est un atelier FreeCAD destiné à aider les utilisateurs de KiCad et de FreeCAD à collaborer sur la conception électrique (ECAD) et mécanique (MCAD).
Cet atelier va nous permettre :
de chargez la carte et les pièces Kicad dans FreeCAD et de les exporter vers des modèles STEP (ou IGES),
de chargez directement le circuit dans FreeCAD pour l’aligner facilement et précisément avec le modèle mécanique,
de dessiner la forme du circuit directement dans un sketch, avant de le remettre dans KiCAD
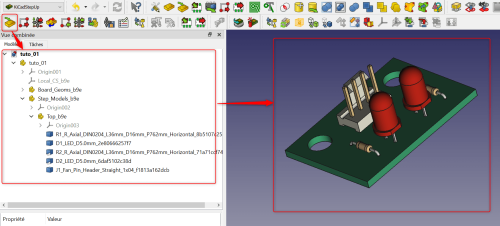
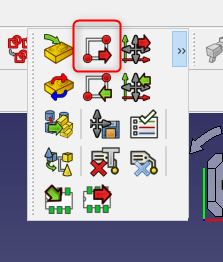
La première chose à faire est d’installer cet atelier dans FreeCAD, à l’aide du gestionnaire des extensions. Faire une recherche sur kicad. L’extension à installer se nomme FreeCAD-PCB. Une fois l’atelier installé, si tout va bien, vous pourrez découvrir une nouvelle barre d’outil très riche.
La première icone va permettre de charger le fichier .pcb depuis KiCAD. Ce fichier représente le circuit et l’implantation des composants.
Interactions entre FreeCAD et KiCAD
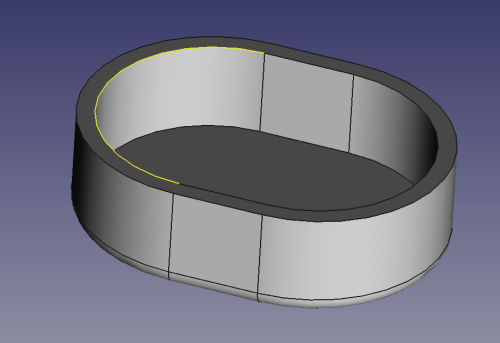
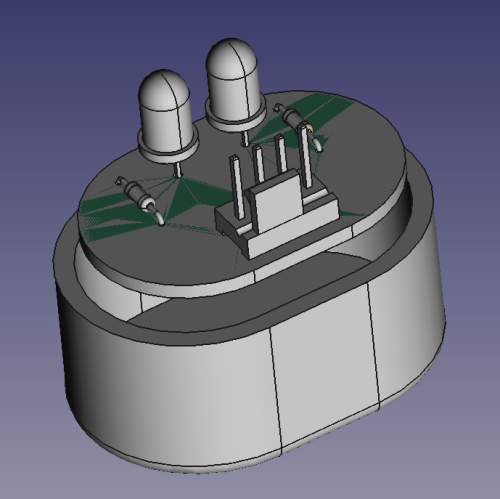
Dans mon exemple, je souhaite mettre ce montage dans un boitier tel que ci-dessous.
Et de toute évidence, cela ne va pas rentrer en l’état …
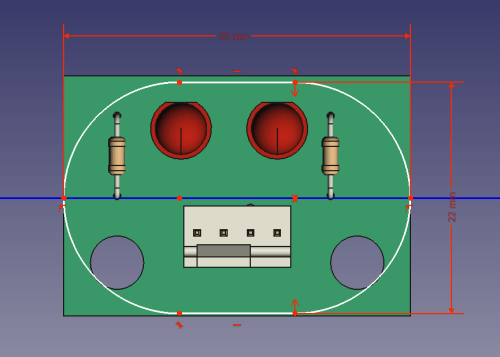
Reprenons le fichier pcb sous FreeCad et dessinons un sketch comme ci-dessous.
L’atelier nous permet de « pousser » le sketch comme pcb dans KiCAD.
Une fois le sketch sélectionné, il suffit de cliquer sur l’icone, de sélectionner la bonne couche (Edge.Cuts) et de sélectionner le fichier cible.
Si j’ouvre maintenant le fichier sous KiCAD, la forme du circuit a bien été modifiée.
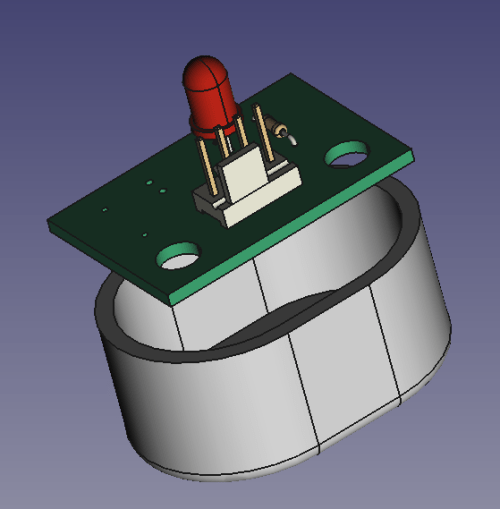
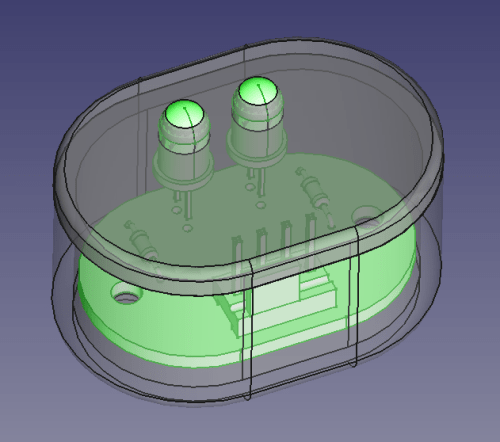
A ce stade, il est nécessaire de réimporter le nouveau pcb. Cette fois, l’assemblage va pouvoir se réaliser.
Pour aller plus loin, il faudra prévoir les trous de fixation dans le circuit (à faire dans le sketch avant de le pousser dans KiCAD), prévoir aux mêmes entraxe des butées dans le boitier. De même la réalisation du couvercle consistera à réaliser la pièces aux dimensions du boitier puis à faire un différence booléenne avec le circuit afin d’obtenir les trous pour les leds aux bons emplacements. On arrivera à un montage de ce type :






















 Une fois les vues positionner, Fusion 360 met à notre disposition un ensemble d’outils pour réaliser la cotation.
Une fois les vues positionner, Fusion 360 met à notre disposition un ensemble d’outils pour réaliser la cotation.