L’humidité est l’ennemi numéro un de vos filaments !
Et donc de vos impressions …
Tous les filaments sont hygroscopiques, c’est à dire qu’ils vont avoir la fâcheuse tendance à emmagasiner l’humidité qui les entoure.
Et les conséquences pour vos impressions peuvent être multiples :
- des filaments cassants à la manipulation,
- des mini explosions pendant l’extrusion, qui vont générer des mini-cratères sur l’impression,
- des problèmes d’adhérences entre les couches,
- une résistance mécanique affaiblie.
Si vous constatez l’un de ces phénomènes, alors votre filament a pris l’humidité. Et il suffit parfois d’une seule nuit à l’air libre pour que cela se produise (si comme moi, vous ne rangez pas immédiatement votre filament dans une boite hermétique entre chaque utilisation). Il est alors relativement urgent d’agir, car quand un filament reste trop longtemps humide, il devient cassant et totalement inutilisable.
Ci-dessous donc 3 méthodes utilisables, pour tenter d’avoir un filament le plus sec possible (l’idéal restant bien entendu de pouvoir « prévenir » plutôt que « guérir).
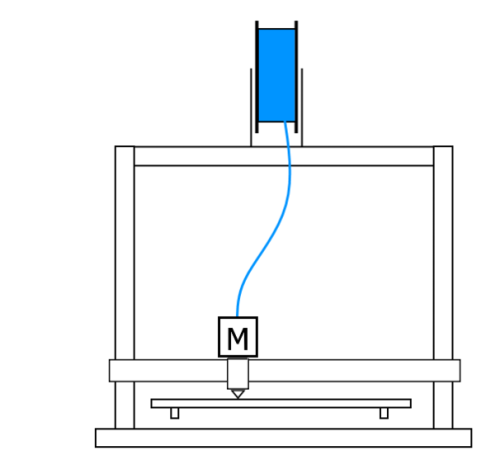
Méthode 1 : le séchoir à filament
C’est pour moi la méthode la plus fiable, car elle est appliquée « en live » pendant le processus d’impression. Le principe est simple : la bobine est positionnée à l’intérieur d’un dévidoir, lui-même chauffant, à une température contrôlée. On a ici la garantie que, même si l’impression dure 20 heures, le filament restera sans humidité.
Vous en trouverez dans une fourchette de prix de 45 à 80 euros, selon les options choisies.



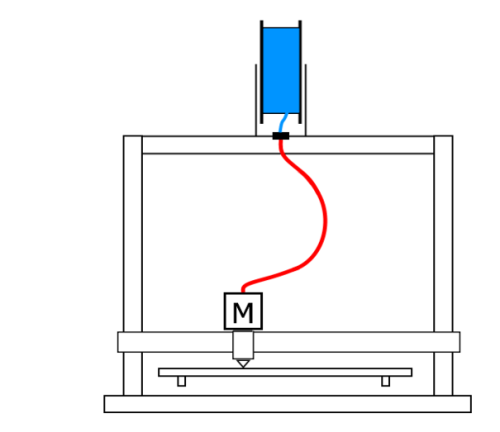
Méthode 2 : Le four
Méthode du pauvre, pour tenter de récupérer une bobine ayant vraiment pris l’humidité.
Il suffit de mettre la bobine dans le four que tout le monde possède dans sa cuisine, en veillant bien à respecter les températures limites (en dessous de la température de transition vitreuse de filament, sous peine de récupérer un gros tas de plastique fondu). Il faudra tout de même laisser l’ensemble entre 4 et 6 heures pour garantir un séchage complet.
Les températures idéales les plus courantes sont :
- pour le PLA : entre 40 et 45 °C,
- pour l’ABS : environ 80°C,
- pour le Nylon : environ 80°C.
Attention : Il faudra bien attendre la fin de préchauffage avant de mettre la bobine au four, car beaucoup de four ont tendance à monter au dessus de la température programmée pendant cette phase.
Il faudra aussi bien prendre en compte que certains filaments – l’ABS par exemple – ont tendance à dégager des odeurs désagréable lorsqu’ils sont chauffés. Pas idéal si vous devez faire ensuite rôtir le poulet du dimanche. Il faudra donc bien aérer le four après son utilisation.
A noter aussi que cette solution offre un séchage à l’instant t. Il faudra ensuite stocker le filament dans de bonnes conditions si vous ne voulez pas que celui-ci reprenne l’humidité.
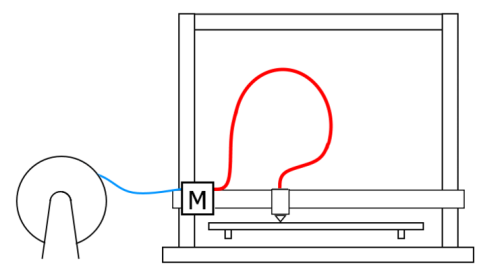
Méthode 3 : la déshydratation alimentaire
C’est aussi un appareil que l’on trouve dans certains foyers, utilisé à la base pour sécher les aliments (fruits ou viandes) avant congélation par exemple. Il fonctionne à des températures plus basses qu’un four et peut donc maintenir une bobine de filament à une température plus stable (mais peut-être aussi trop basse pour une efficacité suffisante). Le seul avantage est que ce type de produit s’achète facilement en ligne à des prix très abordables, et qu’ils ont généralement la capacité d’accueillir une bobine de filament. On trouve aussi beaucoup de tutos d’adaptation.
Pour moi, le séchoir à filament reste néanmoins la solution la plus fiable dans le temps, sas avoir à se poser trop de questions : je sors ma bobine de son emballage d’origine, je la positionne dans le séchoir réglé à la bonne température, et je lance l’impression !