Même si FreeCAD est plutôt orienté « dessin technique », on peux imaginer l’utiliser pour d’autres usages.
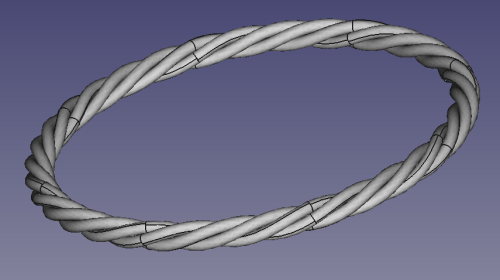
Je vous propose dans ce tuto de réaliser un bracelet tressé.
Une réalisation de ce type va nécessité l’utilisation de plusieurs ateliers. Ce tuto sera donc un bon prétexte pour vous remettre en mémoire ou vous faire découvrir l’utilité de certaines fonctions.
Avant toute réalisation (ou tentative de réalisation), il convient de définir les objectifs :
- pouvoir définir le diamètre du bracelet,
- réaliser un bracelet constitué de 4 brins,
- avoir un effet de torsade bien marqué.
Pour avoir une « belle » torsade, je suis parti sur l’idée de faire une rotation complète des 4 brins tous les 45°. Le bracelet sera donc dessiné sur 45° puis répété 8 fois.
Etape 1 : constitution du gabarit à 45°
Dans l’atelier Part Design, on créé un arc de cercle de 45°, en spécifiant le rayon du bracelet souhaité.
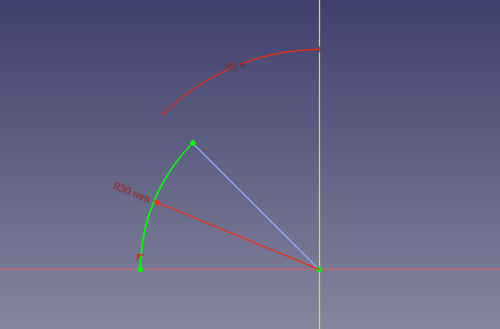
Rien à dire de particulier sur ce design, difficile de faire plus simple.
On passe ensuite dans l’atelier Sketcher.
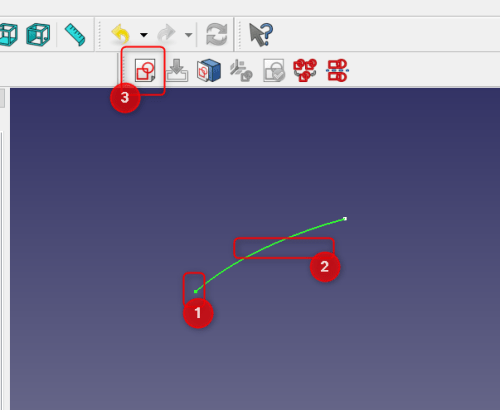
- on sélectionne le point d’extrémité,
- on sélection le segment (touche ctrl + clic),
- on ouvre le sketcher.
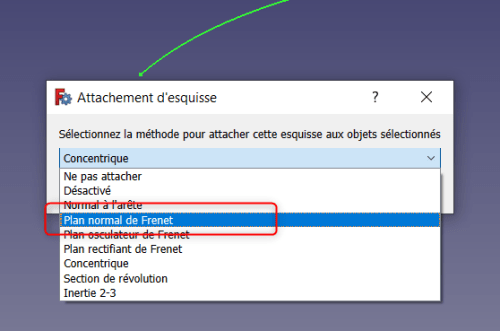
Dans la nouvelle fenêtre, choisir l’option « Plan normal de Frenet »
On peut maintenant dessiner notre profil, dans un plan normal à la direction de la courbe en son point d’extrémité. Dessinons un cercle de diamètre 5 mm.
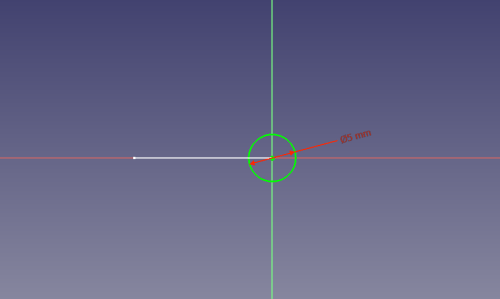
Après validation, on doit obtenir le résultat ci-dessous :
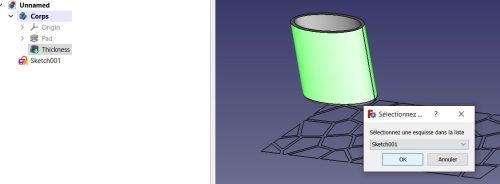
Il reste maintenant à faire un balayage du cercle suivant la trajectoire, opération qui se réalise depuis l’atelier Part :
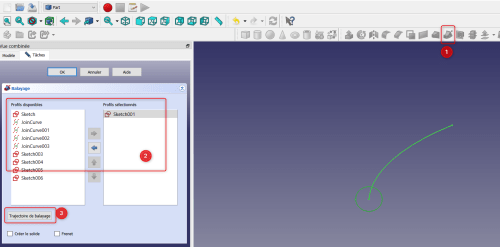
1 – on sélection l’icone balayage,
2 – on sélection le sketch du cercle (pour moi Sketch001),
3 – on sélection le profil du balayage (en cliquant bien sur le bouton Fait qui va apparaitre après la sélection),
4 – inutile de créer le solide,
5 – on valide !
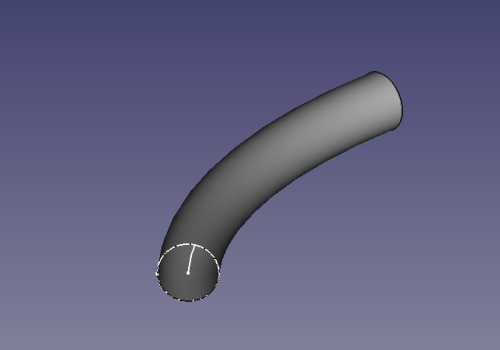
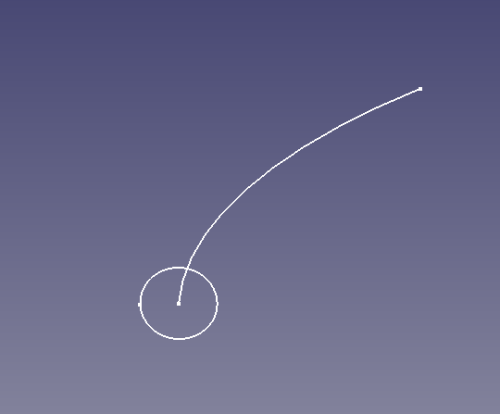
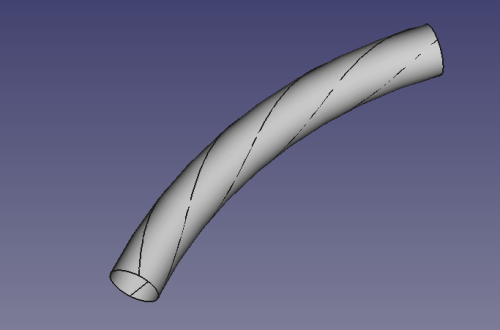
Le plus simple est fait : nous disposons maintenant d’une enveloppe courbe autour de laquelle les 4 brins de notre futur bracelet vont devoir s’enrouler.
Il est important que vous maitrisiez bien les opérations que nous venons de faire car la suite de la création va utiliser très souvent le même type d’opérations.
Etape 2 : création des profils des 4 brins
FreeCAD propose nativement la création d’hélices. Mais je n’ai pas (encore) trouvé comment générer une hélice autour d’une autre courbe quelconque. Nous allons donc utiliser un artifice que propose l’atelier Curves : la création d’un sketch sur une surface !
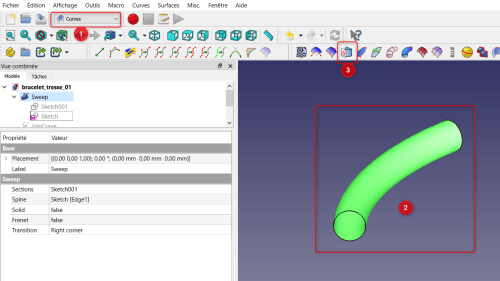
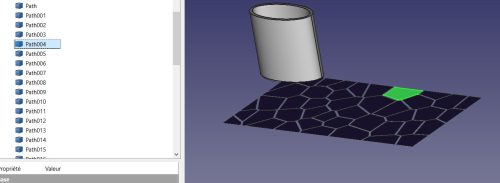
1 – on passe donc dans l’atelier Curves,
2 – on sélectionne la surface de notre balayage,
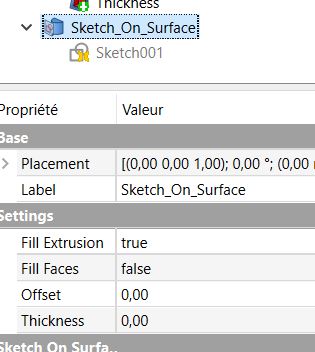
3 – on clique sur l’icone sketch on surface.
On se retrouve dans l’arborescence de projet avec un nouveau sketch :
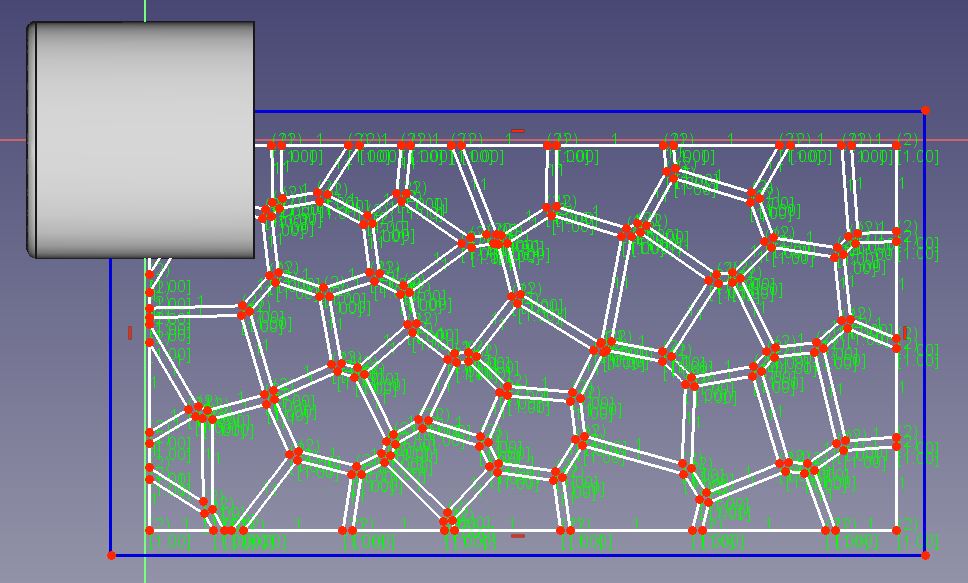
Il faut imaginer ce sketch comme la représentation de la surface de notre objet, mise à plat. Ouvrons le sketch.
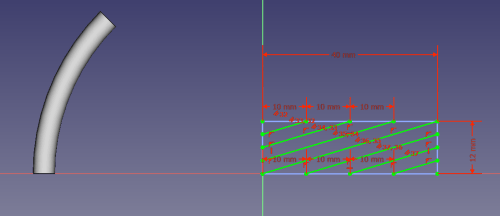
Quand vous ouvrirez ce sketch, vous n’aurez que le rectangle bleu, qui délimite la surface utile. Commencez par ajouter une ligne diagonale et regardez le résultat. Vous allez obtenir une spirale allant d’une extrémité à l’autre : une ligne droite projetée sur un cylindre donne une spirale ! Pour obtenir 4 spirales, il suffit de créer 3 autres lignes dans la partie haute du cadre et 3 autres lignes dans la partie basse. Toutes les lignes doivent être parallèles et espacées régulièrement, comme sur le schéma ci-dessus.
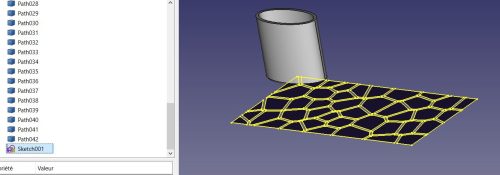
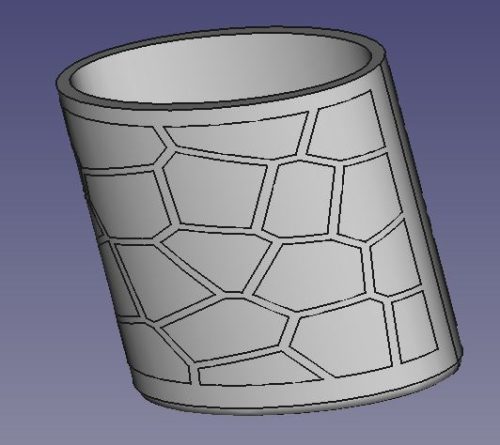
Le résultat obtenu est le suivant :
Et en masquant le balayage de départ :
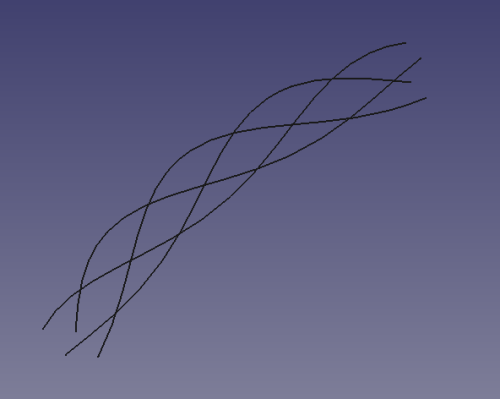
Nous avons bien nos 4 spirales, qui vont maintenant nous servir à générer nos 4 brins. Il reste une ultime étape pour que ces spirales puissent être utilisées en chemin : il faut qu’elles soient continues. Or, lors de la création au travers de la fonction Sketch on surface, nous avons généré sans le savoir des demi-spirales (sauf pour la première diagonale). Heureusement, l’atelier Curves fourni un outil permettant de joindre des courbes.
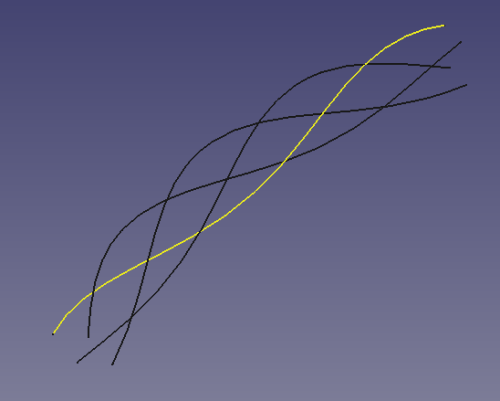
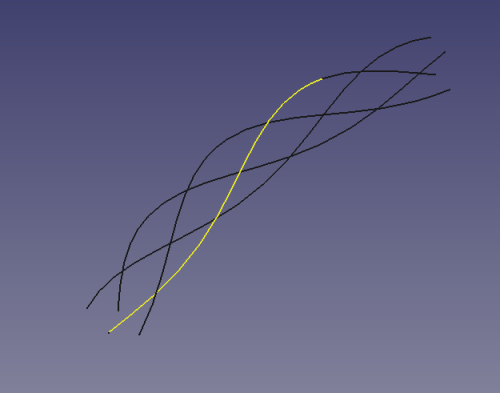
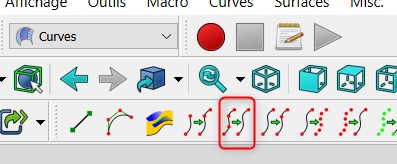
Le mode opératoire est simple : pour chaque brin (dans l’idéal même pour celui qui est entier), on sélectionne les différents morceaux et on clique sur l’outil jointCurves.
On dispose ainsi de 4 nouvelles trajectoires dans l’arborescence projet. Ce sont ses trajectoires qui seront utilisées par la suite.
Etape 3 : la création des brins
Pour la création des brins, pas de grosse difficulté : il va juste falloir créer un cercle normal à la trajectoire, et effectuer un balayage, mais cette fois en créant le solide. Nous l’avons déjà fait dans l’étape 1. Et il faudra répéter cette opération 4 fois.
La seule subtilité est que les 4 brins doivent rester parfaitement au contact, sans que l’on connaisse exactement en ce moment la distance entre les chemins.
Dans l’atelier Sketcher, on sélectionne un brin comme dans l’étape 1 (sélection de l’extrémité, puis de la courbe en maintenant la touche CTRL, puis ouverture du sketcher).
Nous arrivons normalement dans cette situation :
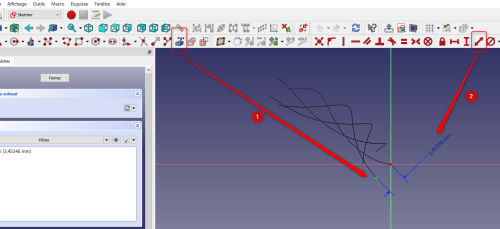
L’extrémité du segment sélectionné se trouvant à l’origine :
1 – on créé une géométrie externe sur le point le plus proche,
2 – on pose une côte entre les 2 points.
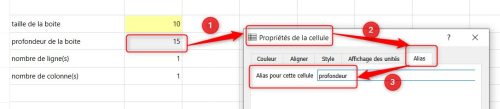
Nous obtenons la distance entre chaque spirale, qui va correspondre au diamètre de chaque brins. 2 solutions : soit vous notez cette valeur pour la réutiliser ensuite, soit vous définissez la mesure comme un paramètre (cf tuto précédent sur les paramètres).
L’avantage de la deuxième méthode est qu’il sera ensuite possible de modifier les dimensions du bracelet sans devoir reprendre toute la conception.
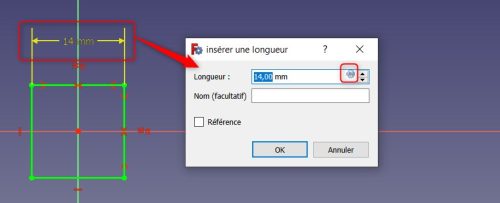
On clique donc simplement sur la mesure, et on indique un nom :
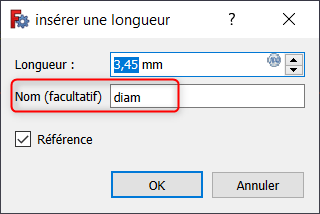
On sauvegarde le sketch en notant bien son nom (pour moi ici Sketch002).
On va maintenant pouvoir dessiner chaque brin. L’opération sera à réaliser 4 fois, depuis l’atelier sketcher :
1 – on sélectionne l’extrémité du brin,
2 – on sélection le brin (avec ctrl maintenu),
3 – on entre dans le sketcher en mode « plan normal de frenet » (ce qui place l’extrémité du brin en position centrale,
4 – on dessine un cercle.
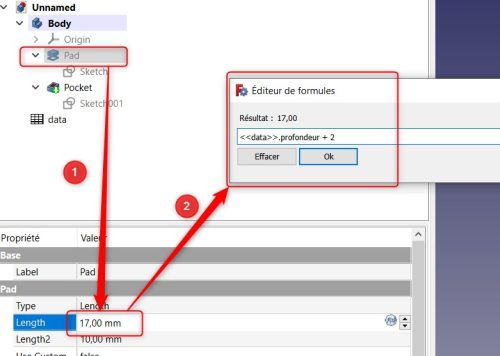
Il reste à définir son rayon en utilisant la référence posée (diam pour moi).
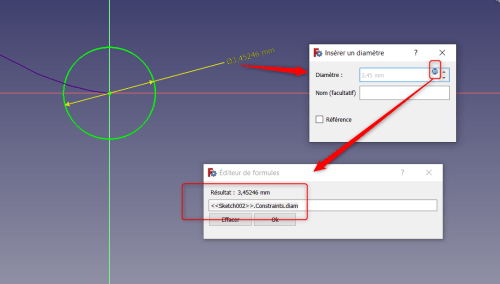
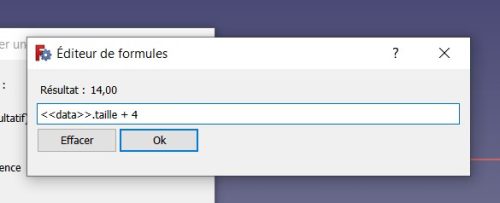
Pour poser la côte, on passe par l’éditeur de formule. La formule sera de la forme : <nom du sketch>.Constraint.<nom de la référence>.
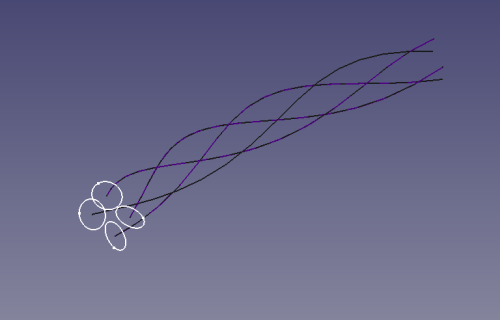
Une fois les 4 brins traités, vous devez arriver à la configuration suivante :
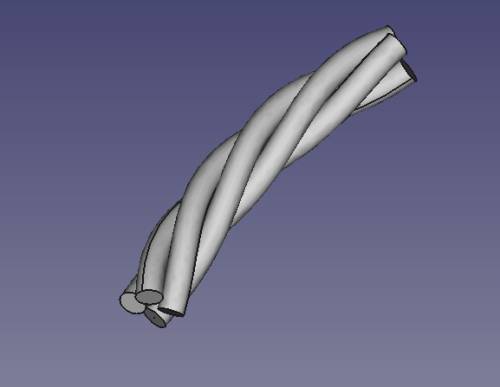
C’est presque terminé ! Il reste simplement, depuis l’atelier Part à effectuer 4 balayage : 1 cercle sur sa trajectoire .
Le résultat final donne ceci :
Etape 4 : la réalisation du bracelet
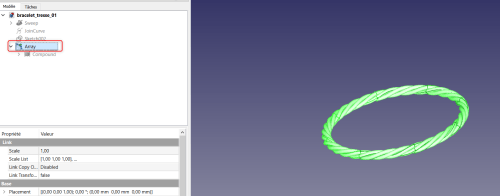
On va commencer par grouper les 4 brins, afin de n’avoir à manipuler par la suite qu’un seul objet.
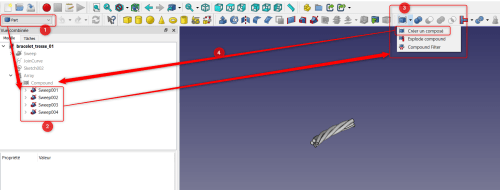
1 – Depuis l’atelier Part,
2 – On sélectionne les 4 sweep réalisés,
3 – On créé un composé,
4 – Afin d’avoir un groupe unique.
Il reste maintenant à générer le bracelet :
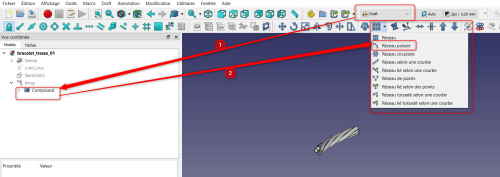 1 – Depuis l’atelier Draft, on sélection le groupe créé,
1 – Depuis l’atelier Draft, on sélection le groupe créé,
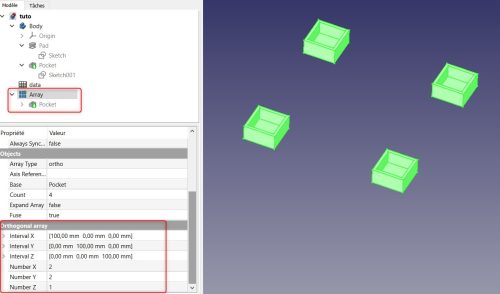
2- Puis on génère un réseau polaire.
Pour obtenir un bracelet fermé, il faudra que le réseau polaire contienne 8 occurences (car souvenez-vous que lors de la création de la pièce initiale, nous avons dessiné sur un arc de cercle de 45 °.
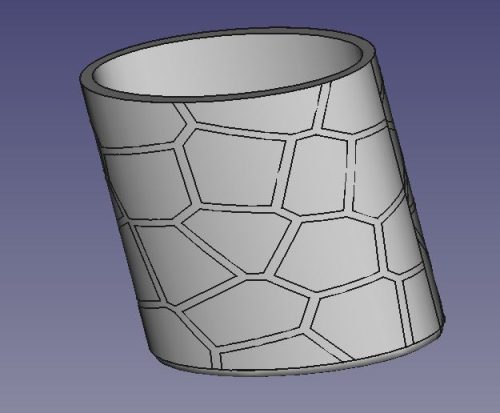
Notre bracelet est maintenant terminé !
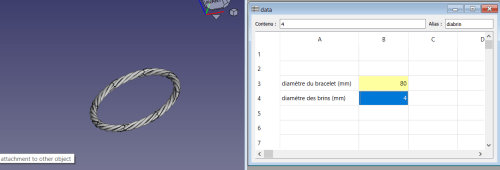
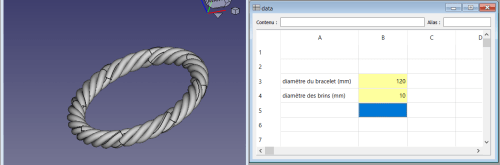
Et si l’on souhaite aller un peu plus loin, on pourra même imaginer rendre paramétrique le diamètre du bracelet et celui des brins (voir le tuto FreeCAD: Un modeleur paramétrique).
A vous de jouer …











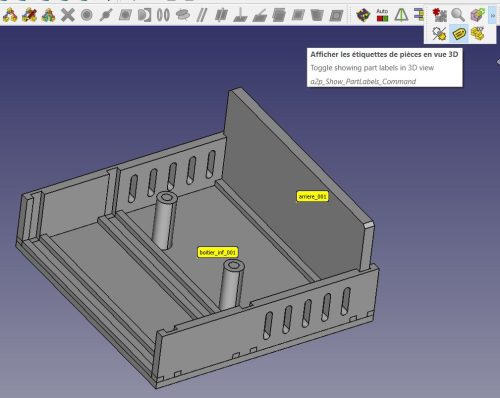
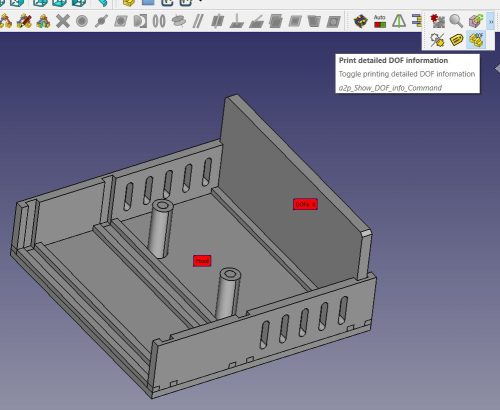

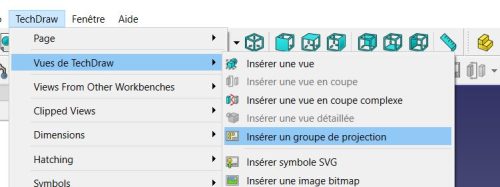
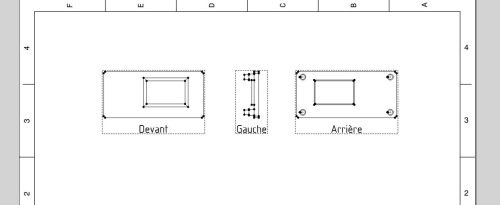
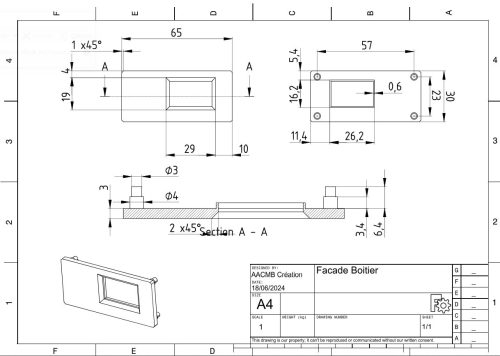
 Ayant dessiné la pièce, je sais que je vais avoir besoin de préciser des dimensions en regardant la pièce de profil (vue de droite par exemple), et aussi en regardant la pièce par l’arrière.
Ayant dessiné la pièce, je sais que je vais avoir besoin de préciser des dimensions en regardant la pièce de profil (vue de droite par exemple), et aussi en regardant la pièce par l’arrière.