S’il devait y avoir une règle à adopter pour tirer le meilleur parti de son
imprimante 3D, ce serait de toujours utiliser un profil adapté à son imprimante 3D et au filament utilisé.
Quand on utilise le trancheur propriétaire de la marque, pas
de problème. Il est censé être correctement configuré. Mais quand on décide d’utiliser un autre slicer, les interrogations commencent : « comment bien le paramétrer ? », « où trouver le paramétrage idéal ? « , « comment l’implémenter dans le logiciel ? « .
2 cas (et seulement 2) vont se présenter à vous :
– soit un profil pour votre imprimante existe sur le site officiel du fabriquant
de l’imprimante ou sur celui du trancheur, et ce profil est théoriquement
optimisé,
– soit il n’existe pas à l’instant présent (car votre imprimante est trop récente ou trop peu répandue.
Dans le premier cas, ce guide va (tenter) de vous fournir les indications pour
télécharger et importer dans le trancheur les paramètres idéaux.
Et dans le second cas … vous pourrez vous appuyer sur le guide pour « adapter
au mieux » les paramètres principaux.
Possédant une Anycubic Kobra 2, modèle relativement récent, j’utiliserais ce
modèle comme exemple dans la suite de ce guide.
Configuration de Ultimaker Cura
Etape 1 : Dans le meilleur des cas
La première action incontournable est de vérifier si votre imprimante est nativement connue de ce trancheur.
Accéder à la fenêtre de gestion des imprimantes (Préférence > Configurer Cura > Imprimantes > Ajouter un nouveau > Imprimante d’une autre marque > Ajouter une imprimante hors réseau).
Vous arrivez alors sur un écran listant les différents modèles par marque.
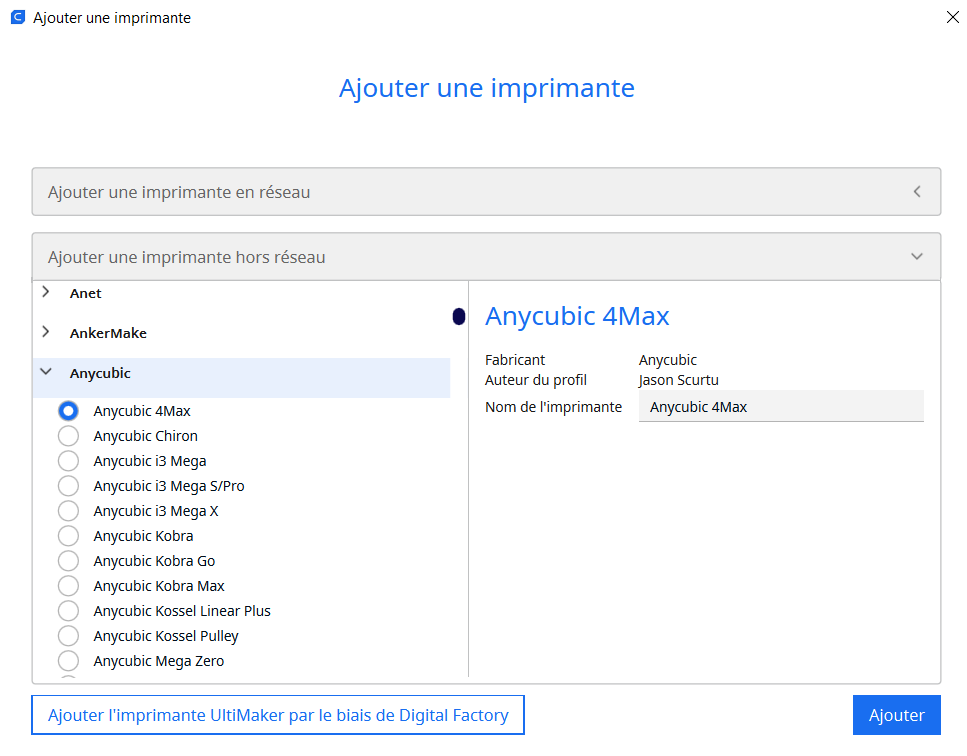
Pas de chance pour moi : mon modèle Kobra 2 n’est pas disponible nativement. Je vais devoir passer à l’étape 2
Etape 2 : Recherche des profils
Il va maintenant falloir chercher du côté du fabriquant de l’imprimante s’il a prévu des fichiers de configuration spécifique pour ce trancheur.
Simple recherche sur le net avec des mots clés tels que paramètre cura kobra 2, et je tombe directement sur le site de l’éditeur :
Il me suffit donc de télécharger les profils proposés.
Etape 3 : Ajout de l’imprimante
Le mode opératoire est le suivant :
- Sélectionnez le modèle d’imprimante actuel dans le coin supérieur gauche de la page principale de Cura. Cliquez sur « Ajouter une imprimante ». Dans la fenêtre contextuelle d’ajout d’une imprimante, sélectionnez « Ajouter une imprimante non réseau ».
- Dans la sélection déroulante, recherchez « Personnalisé » (ou Custom) et développez l’option, qui sélectionnera automatiquement la première option dans la liste déroulante. Après avoir sélectionné « Imprimante FFF personnalisée », remplacez le nom de l’imprimante par « Anycubic Kobra 2 » sur le côté droit, puis cliquez sur « Ajouter ».
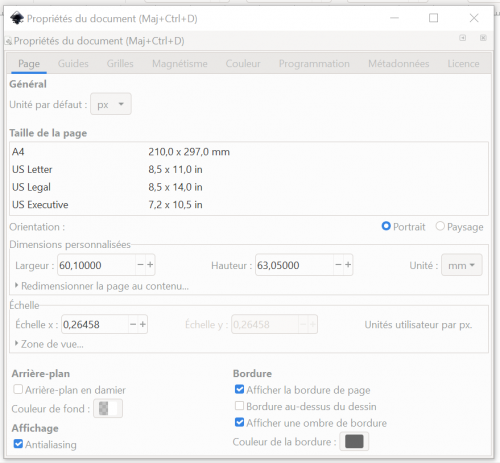
- Une fois ajouté, commencez à configurer les paramètres de l’imprimante. Changer le X (largeur) à « 222 mm », la valeur Y (profondeur) à « 222 mm », la valeur Z (hauteur) à « 250 mm », et cocher « Lit chauffé » .
Passez ensuite à « Extrudeuse 1 ». Changez la valeur du diamètre du matériau à «1,75 mm» et cliquez sur « Suivant ». Vous avez avec succès
ajouté Anycubic Kobra 2 à Cura et terminé la configuration de base.
(Bien évidemment, les paramètres ici sont à adapter aux caractéristiques de votre imprimante)
Etape 4 : Importation des profils
- Une fois votre imprimante sélectionnée, cliquez sur « Gérer les imprimantes ».
Dans les paramètres Préférences, sélectionnez « Profils » et cliquez sur le bouton « Importer ». Sélectionner le fichier précédemment téléchargé à l’étape 2. - Répéter l’opération pour chacun des profils disponibles. Une fois ces opérations, vous devriez arriver à un écran de ce genre :
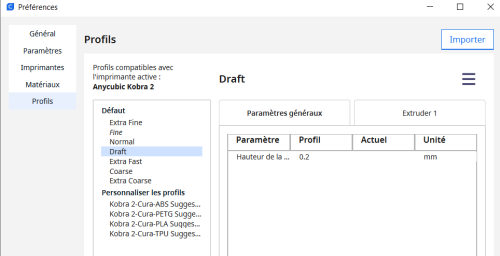
- Il ne restera plus qu’à utiliser ces nouveaux profils.
Configuration de prusaslicer
Le mode opératoire sera exactement le même avec prusaslicer :
- vérifier si l’imprimante est nativement connue
- si non, trouver les fichiers de profils
- les installer
Avec prusaslicer, cela se passe par les menus : Fichier > Importer > Importer le lot de Configuration.