Dès que l’on se lance dans l’impression d’un modèle, on se trouve rapidement face à la question suivante : « Faut-il ou non utiliser des supports ? ».
Généralement, on se laisse guider par son slicer préféré, mais est-ce la bonne solution ? Est-il possible de faire autrement ?
Je me propose ici de tester différentes solutions, en partant du modèle ci-dessous.
Avec Cura By Dagoma
Ici, les options sont assez simple : pas de support, support pour les parties touchant le plateau et support partout(intérieur de pièce inclus).
Sans support, le temps d’impression est annoncé de 30 minutes, pour 1,21 mètres de filament. Il n’y a ici aucune possibilité de savoir si des supports sont nécessaires, sauf à essayer d’en mettre ….
en sélectionnant l’option « Partie touchant le plateau », le temps d’impression passe à 33 minutes et 1,36 mètres de filament. Par déduction, 15 cm de filament pour les supports.
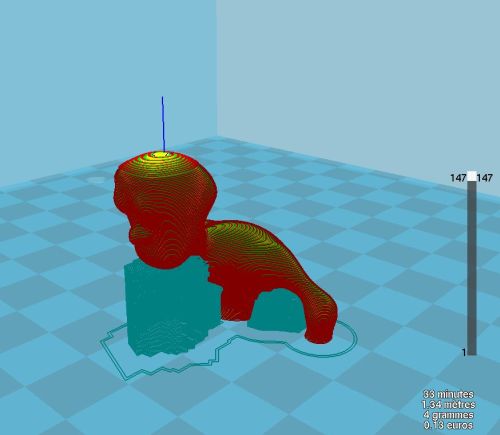
Même résultat avec l’option « Partout ».
Avec Cura 3.5.1
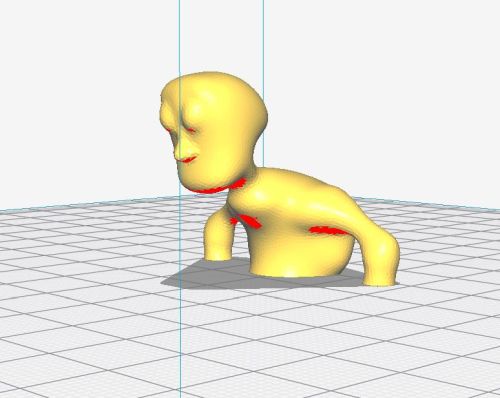
Sans support, le temps d’impression est ici annoncé de 23 minutes, pour 1,46 mètres de filament. La différence est liée au remplissage (taux et mode).
Par contre, premier avantage, les zones à risques sont identifiées( en rouge). Ici, on se rend compte immédiatement que des supports sont nécessaires.
En mode « Recommandé », en cochant ‘Générer les supports », on obtient un temps d’impression de 0h24 pour 1,53 m de filament.
Les supports sont parfois difficiles à enlever. L’un des avantages de Cura est de pouvoir choisir entre différents motifs de supports : Ligne, Grille, Triangle, Concentrique, zig-zag, entrecroisé.
Pas vraiment de différence de temps et de longueur de filament selon la méthode. La différence se fera peut-être dans la solidité du support et dans sa facilité à être ôtée.
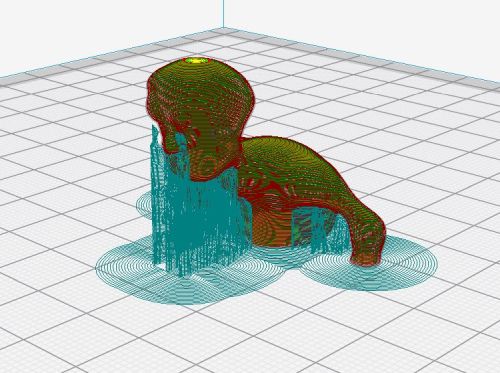
Une option « expérimentale » est disponible dans Cura. Il s’agit des supports arborescents, présenté comme le meilleur compromis entre solidité, consommation de matière et facilité de détachement.
Le temps d’impression serait de 0h27 mn pour 1,78 m. Le principe est de créer les supports comme les branches d’un arbre, ce qui permettrait d’obtenir un support plus facile à détacher, car les différentes « branches » serait auto-portées. Par flagrant dans notre exemple !!
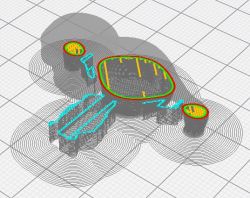
Avec Meshmixer
C’est ce même principe qui est utilisé dans Meshmixer, avec une plus grande souplesse, car il est possible de modifier les supports générés, d’en supprimer, d’en rajouter.
Pour pouvoir gérer les supports, il faut d’abord que Show Printer Bed soit activé.
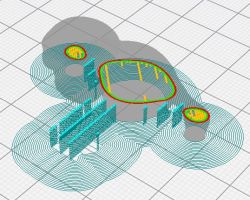
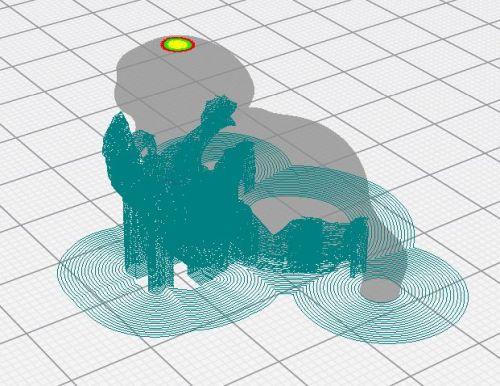
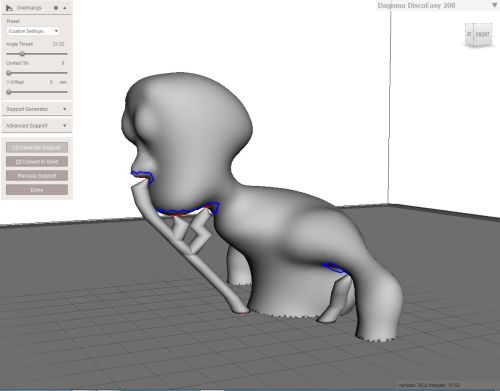
Dans l’onglet Analysis, sélectionner l’option Overhangs
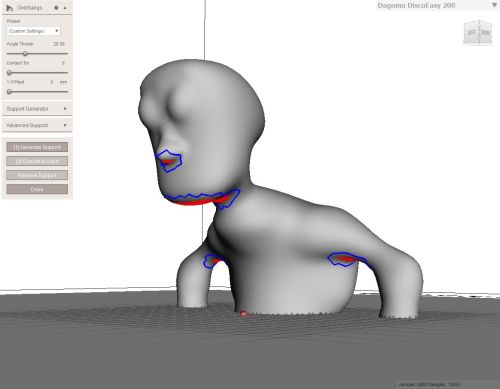
Nous retrouvons les zones difficiles identifiées en rouge. Un point important est que l’on peut agir sur le paramètre Angle Threst, qui défini l’angle de déport max que peut supporter l’imprimante. En fonction de la valeur, les zones à risque vont évoluer.
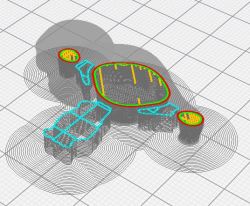
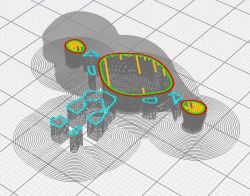
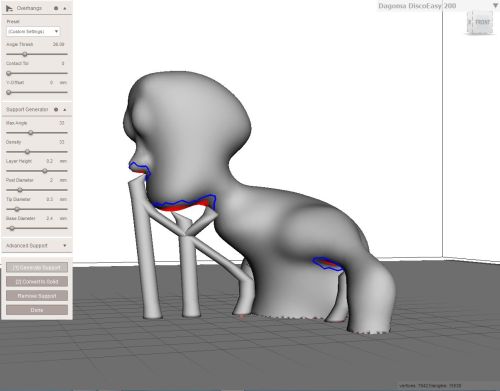
En cliquant sur Generate Support, le logiciel génère les supports selon les paramètres spécifiés dans les onglets Support Generator et Advanced Support.
On voit ici parfaitement la notion de support arborescent.
Remarque : Je vous conseille de démarrer avec les paramètres suivants :
Post Diameter : 2 mm
Tip Diameter : 0.3 mm
Base Diameter : 2.4 mm
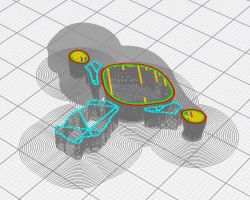
Nous allons améliorer le support. Avec Meshmixer, c’est assez simple :
- clic gauche pour ajouter un support
- Crtl + clic gauche pour supprimer un support.
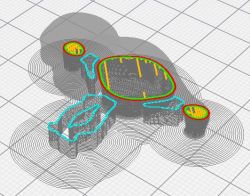
En voilà un beau support .
Test sur Cura By Dagoma : impression en 0h32 pour 1,28 m de filament.