Je vais récupérer la carte Developower V2.0 qui équipait à la base ma CNC.
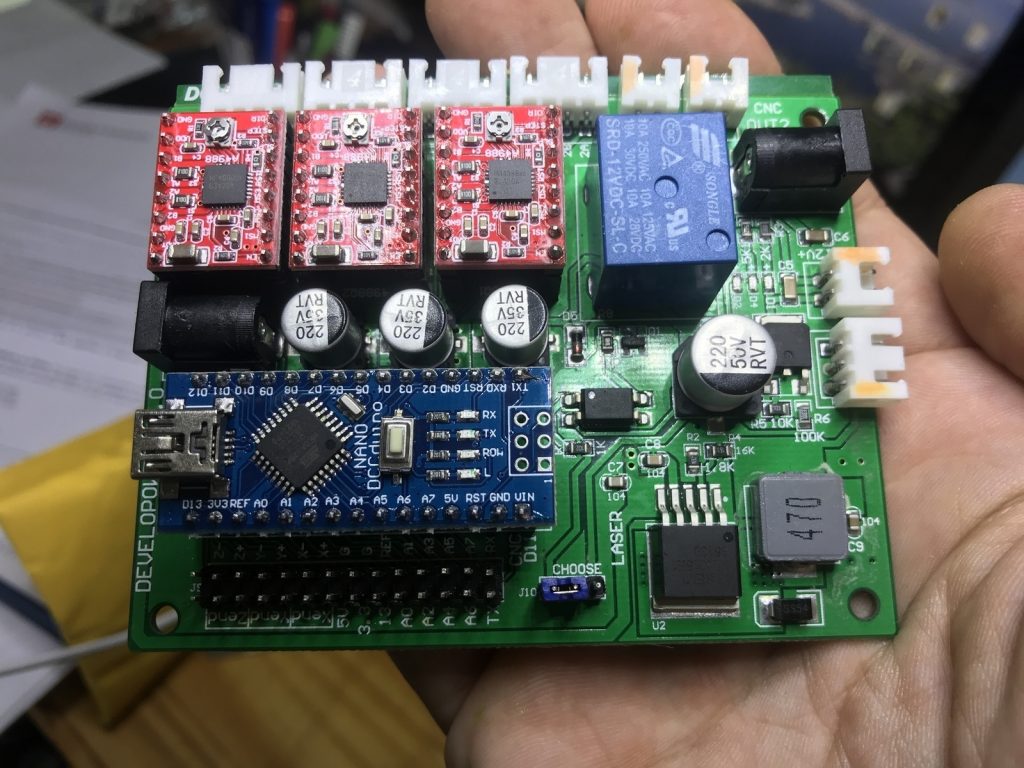
Elle va parfaitement correspondre à mon besoin :
- pilotage du moteur sur l’axe X,
- pilotage des 2 moteurs sur l’axe Y,
- pilotage du Laser avec la commande pwd (en tout cas, le connecteur est là).
La gestion du laser
Lorsque je dis que le connecteur est là (et c’est déjà une bonne chose), il reste à vérifier qu’il est opérationnel.
Tout d’abord, il conviendra de positionner le connecteur J10 de la carte sur la position LASER (cavalier à droite).
La carte est nativement équipée de Grbl 0.9. Dans la théorie, les commandes de paramétrage concernant le laser devraient être disponibles, à savoir $30, $31,$32. Ce n’est visiblement pas le cas.
La première opération va donc être de flasher la carte Arduino mini pour installer la dernière version Grbl 1.1g disponible (au moment où j’écris ces lignes).
Pour plus d’informations sur la manière de faire , vous pouvez retourner sur cette page.
Nouvelle vérification : j’ai bien maintenant les paramètres $30, $31,$32, correspondant respectivement à la puissance max, la puissance mini et l’activation du mode Laser.
Remarque à prendre en compte :
Quand je parle du paramètre $30 en indiquant qu’il s’agit de la puissance max du laser, il faut comprendre « valeur qui correspondra à la puissance max du laser ». Le laser est commandé par un signal qui va varier de manière cyclique entre 0 et 5V. La valeur qui est donc renseignée dans le paramètre $30 n’est donc pas une valeur vraie . Vous pouvez mettre 100, 1000 ou 5000, cette valeur ne sera pas liée directement à la puissance de votre laser, mais à son pourcentage d’utilisation.
Pour ma part, je vais mettre $30 = 100 et $31 = 0. J’indique ainsi que le laser pourra aller de 0 à 100 % de sa puissance. C’est aussi simple que cela.
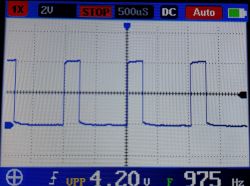
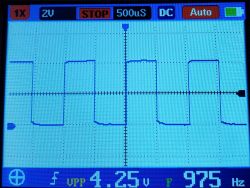
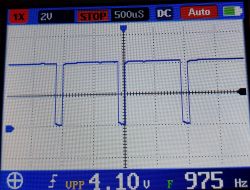
Une manière simple de vérifier que le fonctionnement est correct consiste à mettre un oscilloscope sur la pin de commande du laser et de regarder le signal obtenu.

Autre remarque très importante :
Il conviendra de vérifier le câblage du connecteur Laser avant de l’y connecter ! J’ai en effet constaté que sur cette carte, les pins étaient inversées (par rapport aux informations inscrites sur le laser lui-même). Donc, avant de tout faire cramer, pensez à vérifier la compatibilité du câblage…
LA CONFIGURATION DE LA CARTE
La dernière configuration à faire (ou à refaire) concerne les paramètres de déplacements ($100, $101, $102) , de vitesse hors gravure ($110, $111, $112) et de distance ($130, $131, $132). La carte était en effet utilisée avant sur ma CNC, une machine d’une dimension différente, avec un entrainement par vis/écrou et des vitesses adaptées à l’usinage. On se moque des paramètres $102, $111 et $132 car l’axe Z n’est pas utilisé.
Pour la détermination des nouveaux paramètres, vous pouvez retourner sur cette page.
Dans mon cas :
$100 = $101 = 80
$110 = $111 = 500 (de manière empirique)
$130 = 310
$131 = 120