Le fichier GCode
Pour pouvoir piloter la machine, il faut lui envoyer un fichier au format GCode. C’est exactement le même principe que pour l’impression 3D, sauf que l’on va enlever de la matière au lieu d’en ajouter !
Miracle, FreeCAD dispose d’un atelier dédié pour générer le fichier qui va bien, à partir d’une pièce modélisée. Même si cet atelier est assez basique, il va parfaitement convenir à mon utilisation, basique elle-aussi.
L’atelier Path de FreeCAD
Je vais partir d’une pièce très simple, dessinée dans FreeCAD.
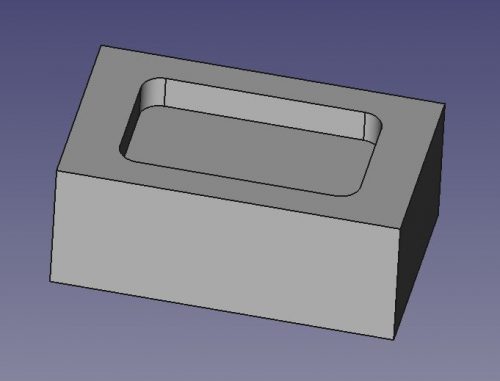
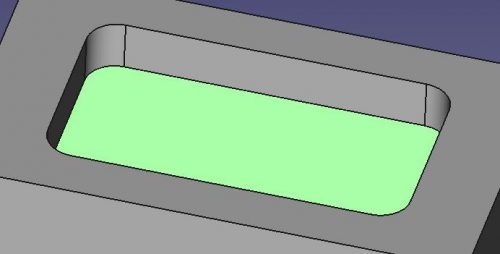
C’est un simple parallélépipède, dans lequel on va creuser une cavité de 5 mm de profondeur, avec des coins arrondis. On part du principe que la pièce existe, le but de l’usinage étant simplement de réaliser la cavité.
L’atelier Path de FreeCAD propose un certains nombre de fonctionnalités.

a) création de l’objet parcours d’usinage
C’est la première opération à réaliser ![]()
La fenêtre suivante s’ouvre.
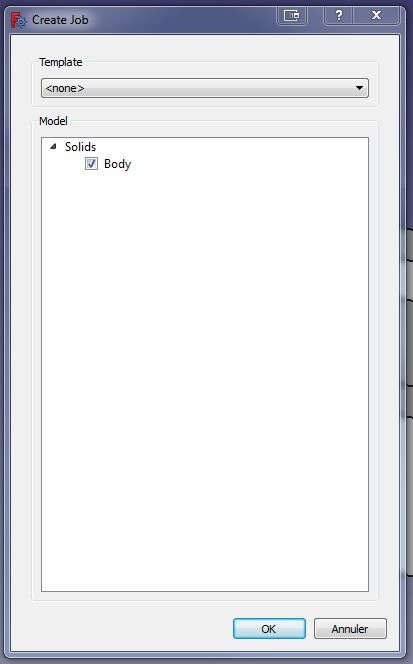
Le Job doit être associé à une pièce. Cela sera généralement le Body. Dans mon exemple, c’est de toute façon le seul élément pouvant être utilisé.
La fenêtre de configuration (Job Edit) est maintenant disponible. Elle contient plusieurs onglets qui vont permettre de préciser l’usinage.
B) Configuration de l’objet Usinage
Onglet « General »
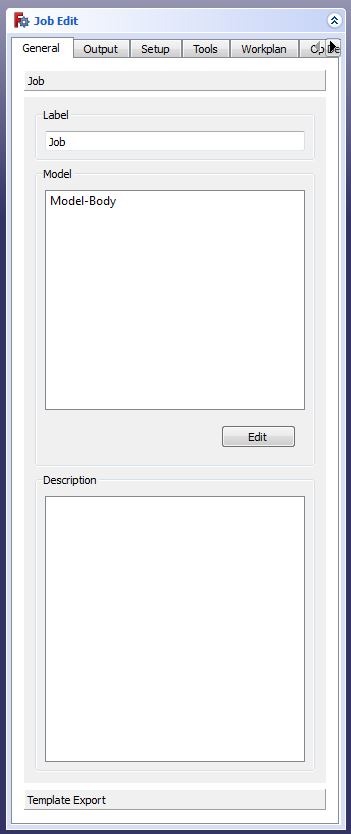
Possibilité ici de changer le nom du job, de modifier la pièce à traiter, de mettre un commentaire. Pas de changement à effectuer dans notre cas.
Onglet « Output »
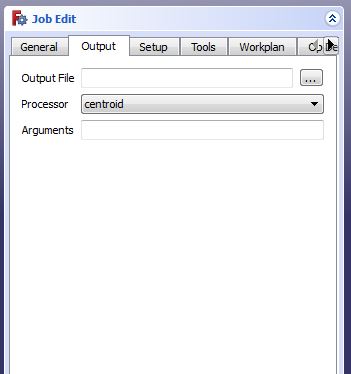
On peut définir ici le nom du fichier GCode qui sera généré. Il faut aussi préciser le type de processeur utilisé. Dans notre cas, nous choisirons le processeur linuxcnc (mais ceci dépend du matériel utilisé).
A noter que ces éléments seront à confirmer lors de la génération.
Onglet « Setup »
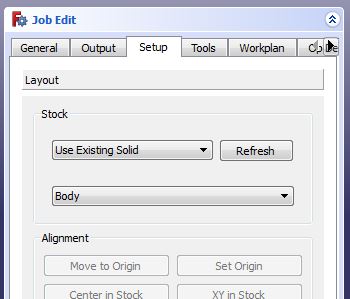
Cet onglet permet de définir globalement un volume « extérieur » de la pièce, ainsi que les références du zéro.
Pour notre exemple, nous partons du principe que la pièce existe physiquement, et que seul la cavité doit être usinée. Nous choisirons un paramètre « Use Existing Solid » et la pièce (ici Body). Le parcours qui sera généré prendra directement en compte le positionnement de la cavité en référence à la position de la pièce.
Pour le moment, nous n’avons pas d’autres actions à effectuer dans les autres onglets.
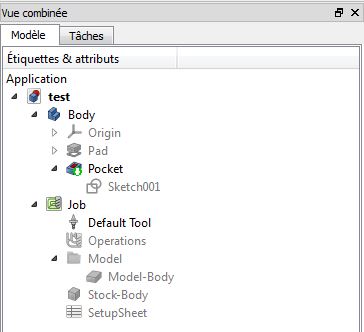
Le modèle FreeCAD est maintenant enrichi avec les informations du Job que nous avons renseignées.
C) Configuration de l’outil
Dans l’absolu, le fichier GCode contient des informations sur le ou les outils utilisés. En pratique pour moi, ma machine va utiliser un seul outil, qu’il va falloir paramétrer, en double cliquant sur Default Tool.
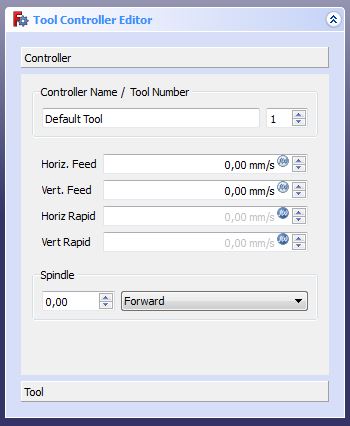
Il faut d’abord définir les vitesse de déplacement pendant l’usinage (Horiz. Feed , Vert. Feed). Les vitesses de déplacement rapide ont déjà été définies dans le paramétrage de la carte (cf page Logiciel).
On peut aussi définir la vitesse de rotation de la broche (Spindle), fonction non utilisée sur ma machine.
Il faut aussi renseigner les paramètres présents dans le bloc Tool de cette même fenêtre.
Dans mon cas, je vais garder le type EndMill, en précisant les paramètres Diamètre et hauteur de coupe, en fonction de l’outil que je vais utiliser.
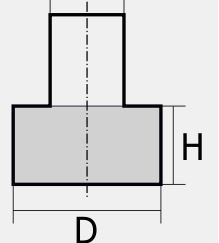
Pour mon exemple, fraise de diamètre 3 mm, hauteur 5 mm
D) Définition du parcours d’usinage
On commence par sélectionner la surface à usiner. Ici, ce sera le fond de la cavité
Puis, on sélectionne le type d’opération à réaliser, dans la boite à outils.
Ici, je choisis « Creates a path pocket object from a face or faces » ![]()
La boite de configuration de la forme s’ouvre.
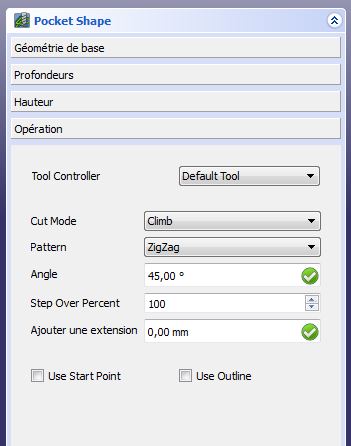
Possibilité principalement ici de modifier le Pattern qui va définir le déplacement de l’outil pendant l’usinage. Il faut trouver le meilleur compromis entre temps de déplacement et résultat. Le mode simulation sera précieux.
Il suffit ensuite d’appliquer les choix.
Le parcours proposé s’affiche sur la pièce.
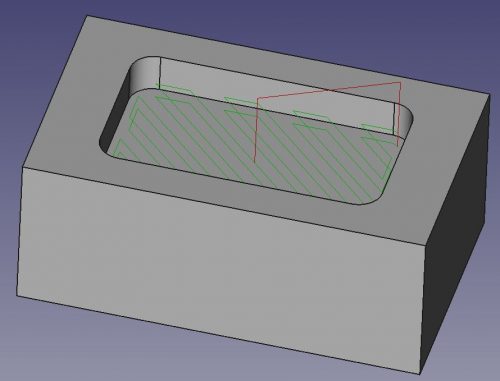
Il est ensuite possible de simuler l’usinage, afin de vérifier si le parcours généré est conforme à celui souhaité.
Il suffit de cliquer sur ![]() et lancer la lecture.
et lancer la lecture.
E) Génération du fichier GCode
Comme pour l’impression 3D, il suffit de sélectionner le Job et d’exporter, mais cette fois au format GCode.
Il faut de nouveau choiri le type de processeur utilisé (pour moi linuxcnc) puis valider.
Le fichier obtenu est directement utilisable sur la machine.
Il est temps de passer au bilan de l’opération.