L’impression 3D est un domaine qui – par définition – est utilisée pour imprimer des objets en volume.
Cet usage avait déjà été détourné pour réaliser des lythographies. Le principe était simple : on prenait une photographie, et l’on l’imprimait en monochrome. Plus la zone était sombre, plus on mettait de couches à cet endroit. Il suffisait ensuite d’éclairer l’impression « par derrière » et l’on avait une représentation plutot fidèle de la photo initiale. Le miracle était que sans éclairage, l’image n’était pas visible. Et en imprimant sur un papier assez fin la photo initiale en couleur, il suffisait de poser ce papier entre la source lumineuse et l’impression pour avoir un effet coloré.
Nous allons maintenant plus loin avec le logiciel HueForge. L’idée est ici basée sur le même principe que la lythographie, mais en utilisant des filaments de différentes couleurs, et en jouant sur leur « transparence » pour obtenir des couleurs de transition. Le résultat est visible sans rétro-éclairage.
Attention : HueForge est à considérer comme un logiciel de création « artistique » et non comme un logiciel permettant de convertir une photographie en un objet imprimable, en tout point identique à l’original.
Vous découvrirez ,si vous décidez de l’acheter (et oui, c’est un logiciel payant, on le verra plus loin), combien il n’est pas simple d’utilisation au départ car sa logique de fonctionnement n’est pas évidente.
Achat du logiciel
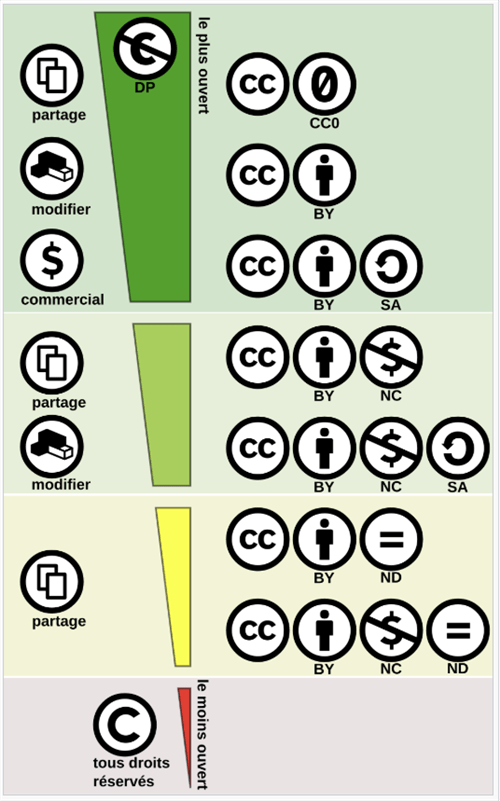
Il existe plusieurs types de licenses, en fonction de vos besoins, de la license personnelle à vie ( environ 22 €) à la license professionnelle à vie ( environ 310 €). Il n’y aura pas de différences fonctionnelles entre les différentes licenses, mais simplement des limitations légales à niveau commercial. La license personnelle ne vous donnera pas le droit de vendre vos réalisations. C’est aussi simple que celà.
Une fois le logiciel acheté et installé
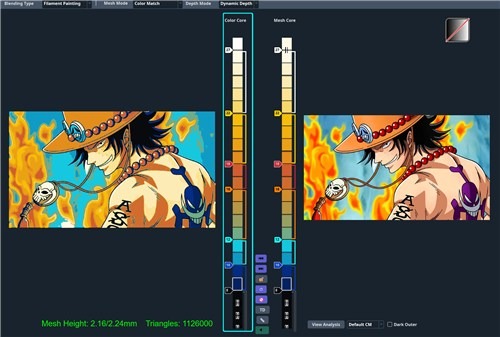
Au lancement, vous allez arriver sur une interface qui devrait ressembler à cela (dans la version 0.9.2.3) :
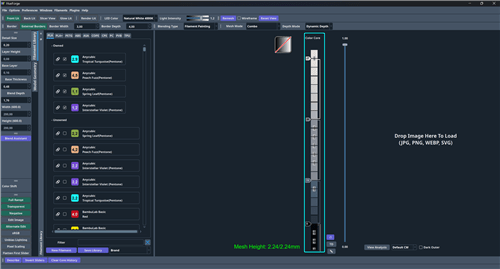
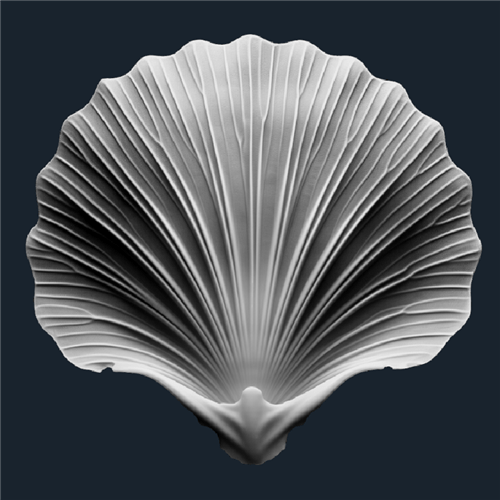
Nous sommes d’accord : il y a des informations partout et il est assez difficle de s’y retrouver, et quasi impossible d’expliquer toutes les éléments. Alors, le mieux pour vous donner une idée de la logique de l’outil est de partir d’un exemple simple à partir de l’image suivante :
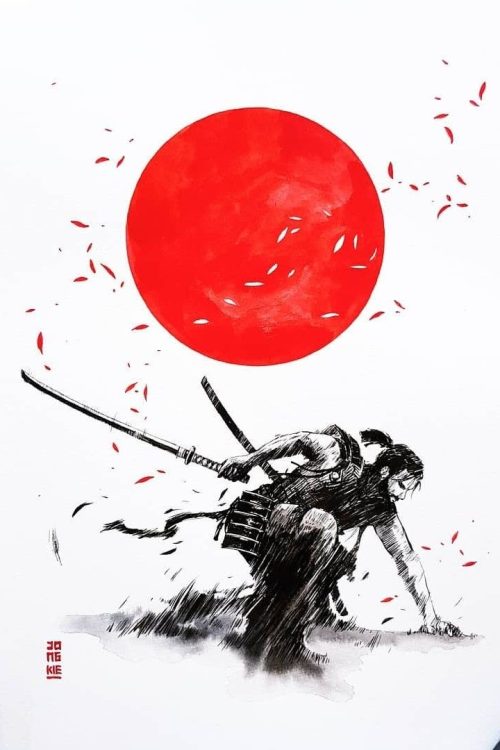
C’est une image « simple » : du blanc, du noir, du rouge, sans doute du gris.
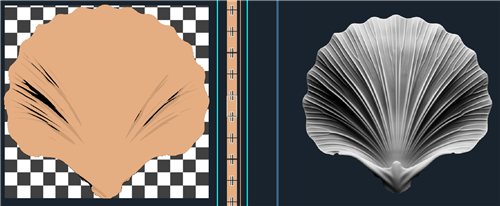
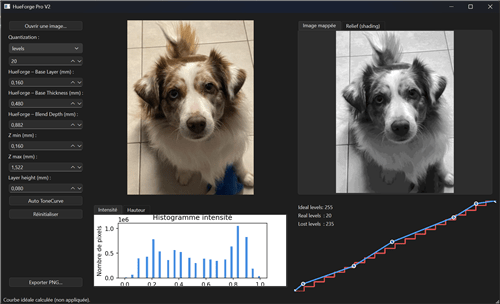
Première étape : on charge l’image dans HueForge
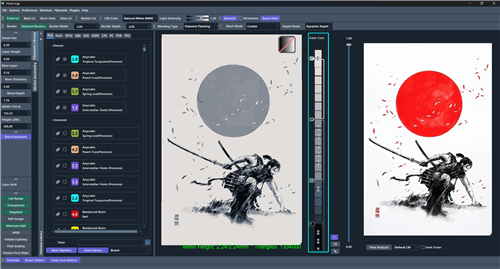
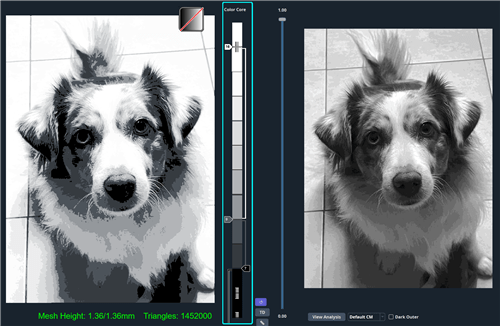
Par défaut, le logiciel analyse la luminosité de l’image et génère une première représentation en noir et blanc. A noter (entre les 2 images), la présence d’une barre verticale qui représente les couches. Les changements de filaments sont représentés par un petit symbole qui indique le numéro de couche et la couleur du filament (noir jusqu’à la couche 8, blanc en couche 27, etc).
Remarque : le nombre de couche est défini par l’épaisseur max du modèle + l’épaisseur du socle, le tout divisé par la hauteur de couche. Ceci donne ici : (1.76 + 0.48) / 0.08 = 28 couches.
Il sera donc possible de jouer sur ces paramètres pour obtenir un nombre de couches plus important par exemple.
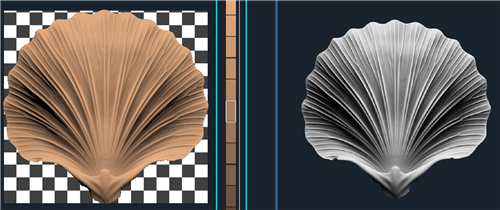
Deuxième étape : Modification du Mesh Mode
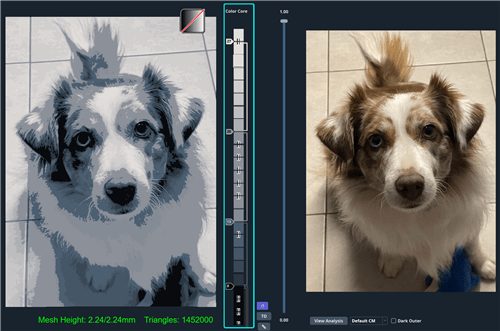
La meilleure approiche que j’ai trouvé pour essayer de se rapprocher du modèle initiale est de sélection le mode Color Match.

Nous disposons maintenant de 2 barres graduelles : Color Core et Mesh Core.
Passons sur la barre Mesh Core (en utilisant la dernière icone en bas).
En promenant la souris sur l’image, nous remarquons le déplacement d’un curseur sur la barre. Ceci permet d’identifier une relation entre couleur et couche imprimée.
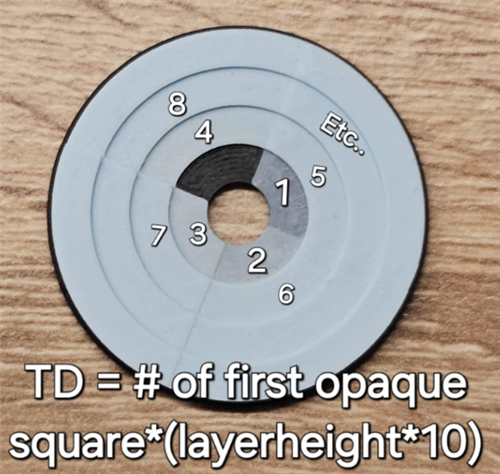
Toute la complexité d’utilisation va être ici. Le logiciel va s’appuyer sur la « transparence optique » des filaments afin de créer des couleurs intermédiaires (je résume beaucoup). Ce paramètre TD (comme Transmission Distance) est identifié dans HueForge, en plus de la couleur.
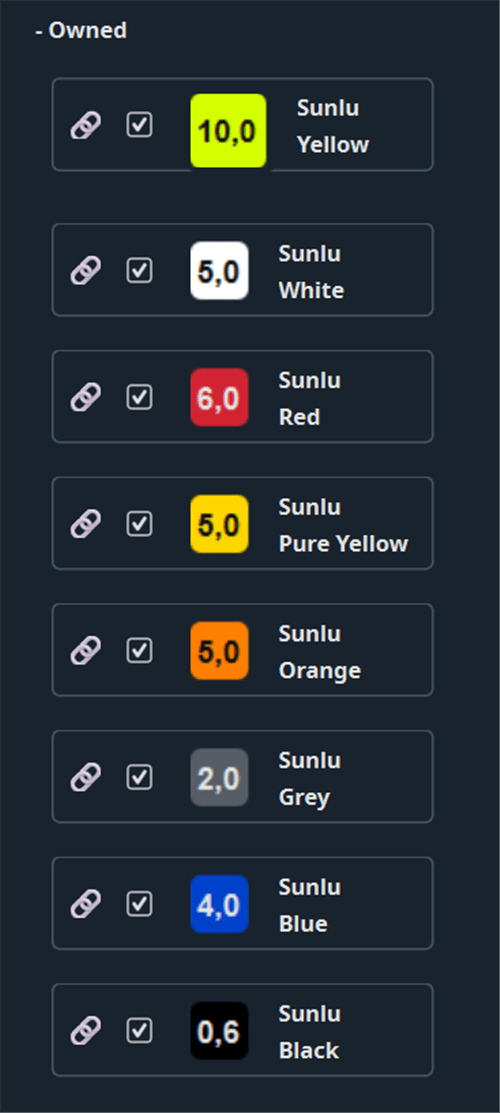
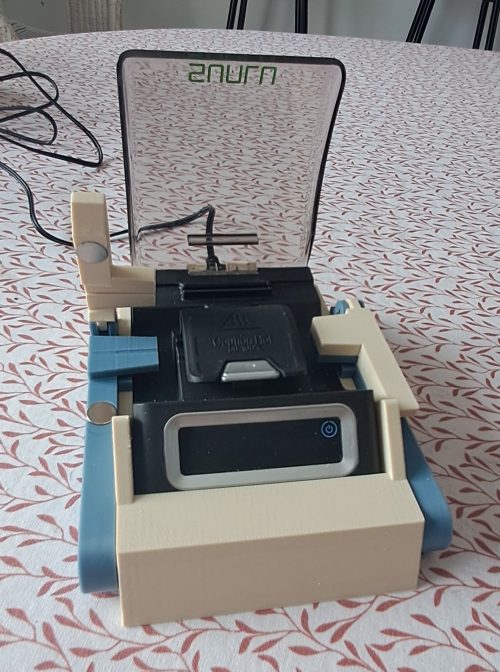
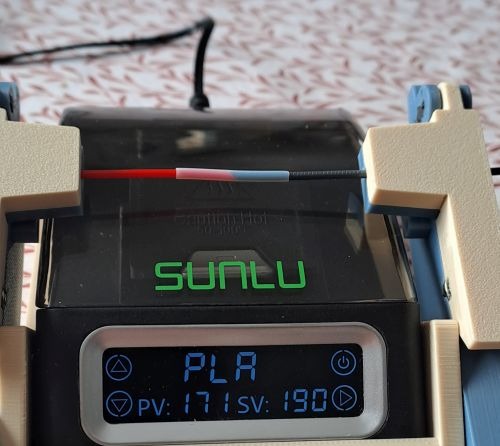
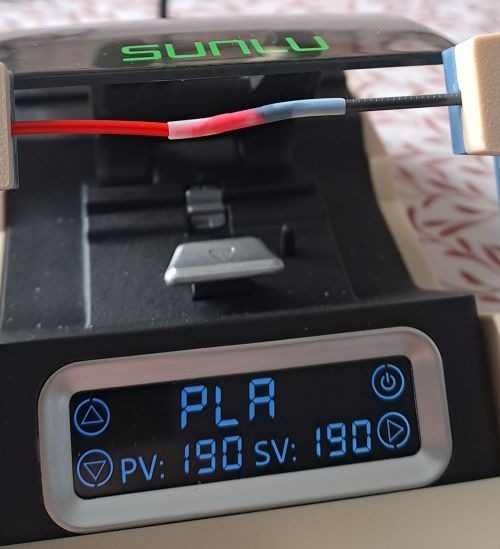
Plus la valeur est élévée, plus le filament sera « transparent ». Le logiciel est fourni avec une importante bibliothèque de filaments de marques partenaires, qui s’enrichie de version en version. Mais il existe aussi un appareil pour mesure cette information, qui est commercialé par la même société, et qui s’interface directement avec HueForge : le TD1.
Je me suis pour ma part inspiré d’une version Free pour redévelopper mon propre outil, le TD1 n’étant plus disponible en France au moment où j’ai effectué mes premiers tests.
Troisième étape : la mise en couleur
L’idée est donc maintenant de positionner les couleurs souhaitées au bon endroit, en s’aidant des curseurs en place, et des filaments à notre disposition.
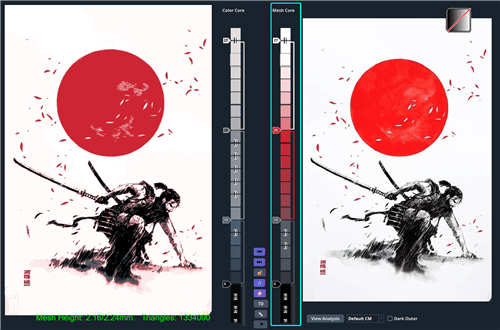
C’est un bon début, mais nous constatons la présence de zones rosées sur le personnage. Ceci est une conséquence directe du mode de fonctionnement du logiciel. En posant en couche 13 du gris et en couche 20 du rouge, toutes les couches intermédiaires vont progressivement passer du gris au rouge, ce qui donne cet effet.
En simplement modiufiant l’ordre des couleurs, on arrive à un résultat plutôt satisfaisant.
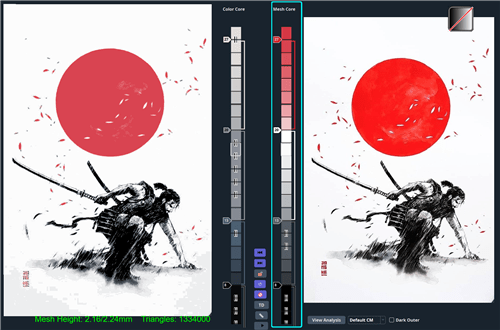
Une fois que le résultat vous convient, on peux reporter dans la barre Color core les réglage (soit manuellement, soit à l’aide du petit bouton prévu pour).
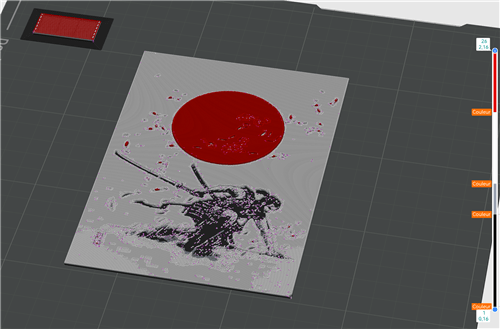
Pour bien comprendre comment l’impression va se dérouler, il suffit de regarder de plus près le visuel généré.
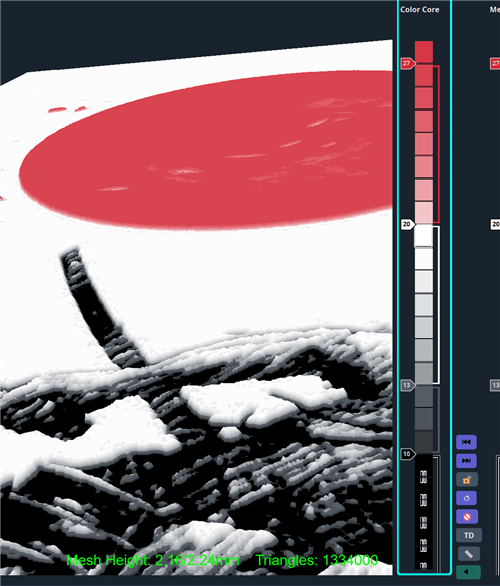
Nous voyons bien que nous allons avoir une successivement l’impression de couches de couleur différente. Il est donc possible d’imprimer ce type de réalisation sans combo, en réalisant manuellement au bon moment le changement de filament. C’est ce que nous allons voir maintenant.
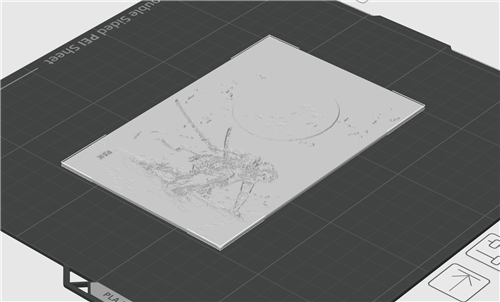
Quatrième étape : La préparation de l’impression
On commence par exporter le fichier stl depuis HueForge, puis on ouvre ce fichier dans le slicer, comme n’importe quel stl.
Lors de l’export en stl, HueForge génère un fichier xxx_describe.txt.
Dans ce fichier, vous retrouvez les caractéristiques des filaments sélectionnés, mais aussi les informations de changement de couleur.
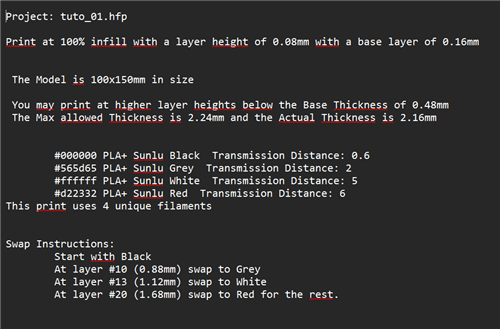
Pour trancher correctement, il va donc falloir tenir compte de ces consignes :
- hauteur de la première couche : 0.16 mm
- hauteurs des couche suivantes : 0.08 mm
- remplissage à 100 % mode rectiligne
- couche 0 en noir
- couche 10 passage en gris
- couche 13 passage en blanc
- couche 20 passage en rouge
Si vous disposez d’un AMS (comme dans mon cas), on va pouvoir directement associer la couche à une couleur. Il faudra aussi bien activer la tour de purge.
Dans le cas contraire, il faudra positionner des pauses afin de manuellement changer de couleur et purger la tête.
Il reste maintenant à lancer l’impression pour juger du résultat !
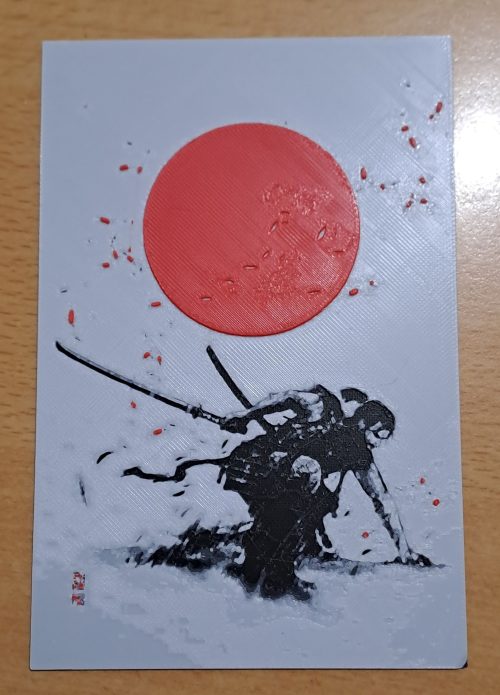
Le résultat est plutôt bluffant et vraiment très proche du rendu affiché dans HueForge.
Un autres exemple
Il n’est pas non plus nécessaire d’imprimer en couleur. Avec une image très contrastée, on arrive à un chouette résultat, avec simplement du filament noir et du filament blanc.
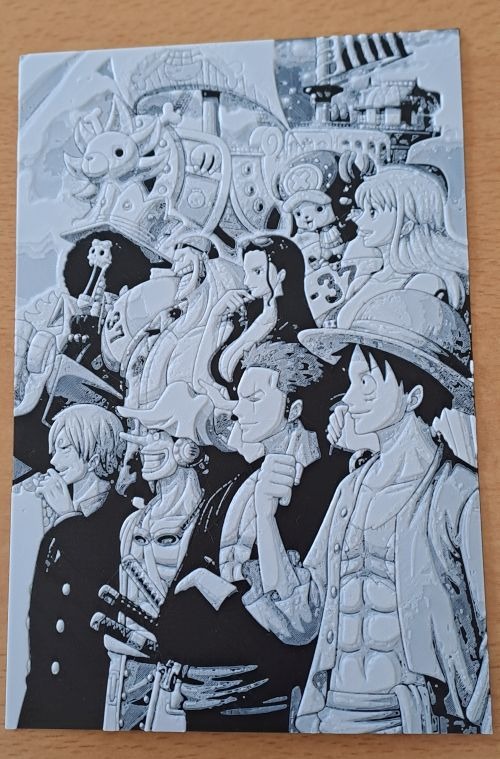
Dernier exemple : avec une image plus complexe en couleur
On m’a demandé s’il était possible d’imprimer cette image.

Avec un peu de patience, j’arrive à un résultat qui me convient .
7 couleurs à utiliser, avec ma Kobra 3 ACE et son chargeur 4 couleurs !
Ceci est un autre sujet que je vais aborder dans un autre article.
Place à l’impression et au résultat.

En conclusion
La prise en main du logiciel n’est pas simple. Mais avec de la patience et de la persévérance – je ne compte plus les fois où j’ai préféré recommencer à zéro – on est récompensé par le résultat !
2 choses sont à bien prendre en compte que :
- le logiciel calcule et génère les couleurs intermédiaires. Il est donc important de connaître à minima quelles couleurs primaires utiliser et comment les mélanger. C’est ce qui nous guidera dans l’ordre d’utilisation des filaments,
- le logiciel se base sur le coéfficient TD des filaments. Il conviendra donc de renseigner au mieux cette valeur pour les différents filaments que l’on possèdera. Ceci fera aussi l’objet d’un autre tuto.
Il ne vous reste plus qu’à vous procurer ce logiciel et à vous lancer !
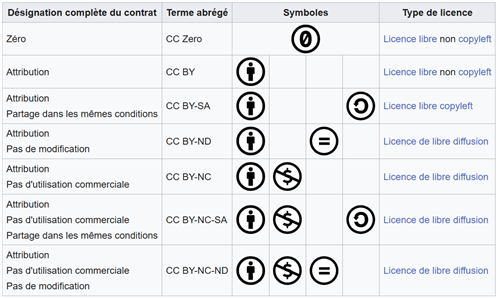
 Il est bien indiqué sur le site la nature de la license.
Il est bien indiqué sur le site la nature de la license.