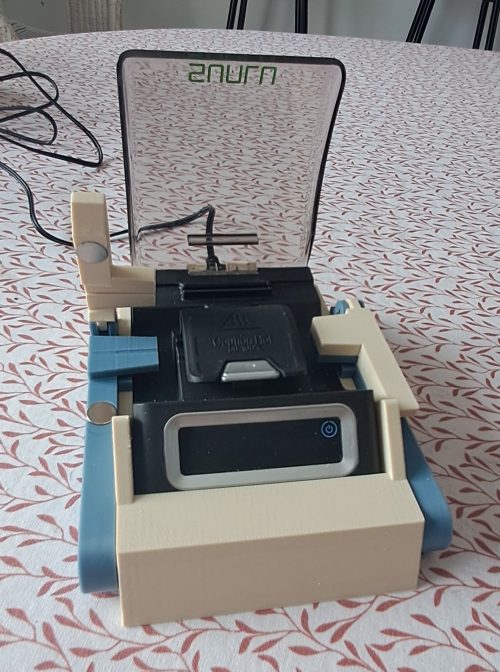
Après vous avoir présenté ce qu’il était possible de faire avec une Kinect, je vais tester un scanner un « peu plus » pro. Il s’agit ici d’un scanner d’entrée de gamme, sous la gamme des 400 €. Vous trouverez de nombreuses présentations de ce modèle, et je ne reviendrais pas ici sur l’aspect qualitatif du produit (belle sacoche, belle finition, etc).
En dehors de son prix abordable, ce qui est séduisant avec ce modèle est qu’il est équipé d’un module Wifi 6, ce qui permet de ne pas avoir de « fil à la patte ». Lorsque l’on va réaliser un scan, celui-ci sera directement visible en Live sur l’écran de votre PC. Il est aussi possible de directement connecter un smartophone, cette fois en filaire, pour être totalement nomade.
Je vais refaire appel à mon assistant « Gros Mickey », qui c’était déjà prêté au test de la kinect, pour faire quelques premiers essais.
La numérisation
Comme pour le test de la Kinect, mon assistant est confortablement installé sur son tabouret, ce qui va me permettre de tourner autour sans problème.
Je réalise le scan en ayant connecté mon smartphone, avec l’application Creality Scan fournie avec le scanner.
Le principe est le même que ce que j’avais réalisé avec la Kinect, sauf que l’on dispose d’une représentation en temps réel du scan. Avec de la patience et de la rigueur, on arrive à réaliser un scan très propre. Comme avec la kinect, si l’on va trop vite, le logiciel a tendance à perdre ses repères. Mais ce qui est impressionnant, c’est que dans ce cas, il suffit de ne plus bouger pour que le système se repositionne pratiquement seul.
Après une dizaine de minutes, je décide que mon scan est correct et je décide de le valider. Le logiciel me propose alors de commencer le traitement du scan. Je le lance et j’obtiens, après quelques minutes, un message d’erreur m’indiquant que le traitement demande trop de ressources pour mon téléphone. Mais le message est très clair : il m’indique la procédure à suivre sur un PC pour effectuer le traitement.
L’importation du scan
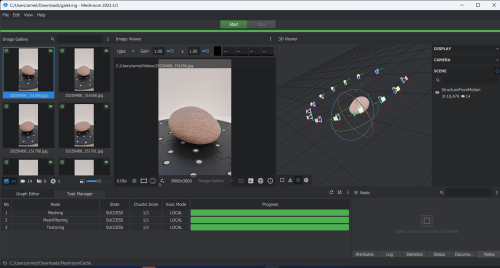
Sur le PC, on dispose du même logiciel Creality Scan. Une option permet l’import direct d’un scan réalisé depuis un téléphone. Il suffit que le PC et le téléphone soient sur le même réseau wifi. Sur le PC, vous scanner avec votre téléphone le datamatrix proposé, et le transfert est automatique.
Après quelques minutes, le scan de « gros mickey » est disponible.
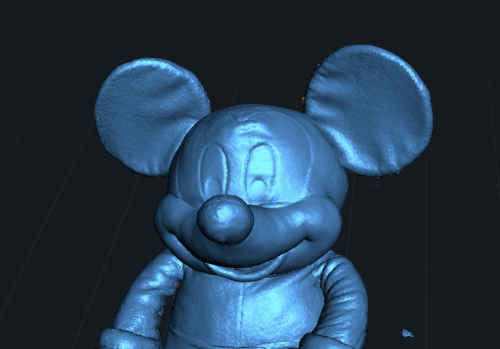
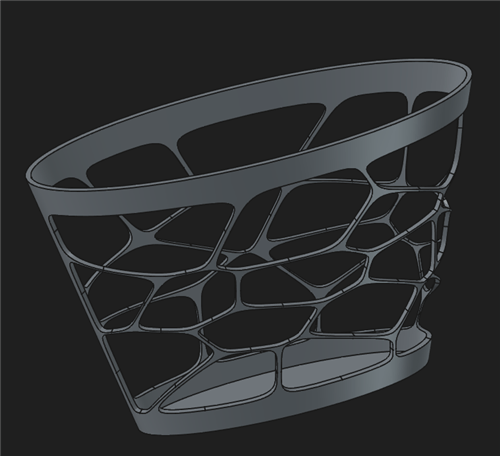
C’est quand même pas mal !
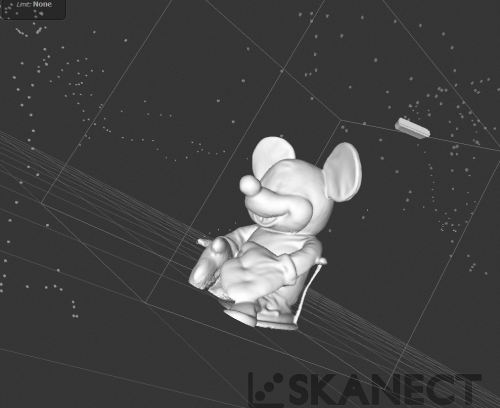
Pour mémoire, ci-dessous, ce que j’avais obtenu avec la Kinect. On observe beaucoup plus de détails.
Le traitement
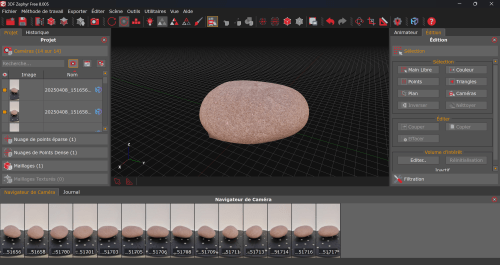
Je peux maintenant lancer le traitement proposé.
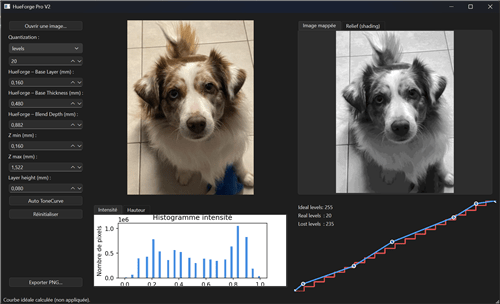
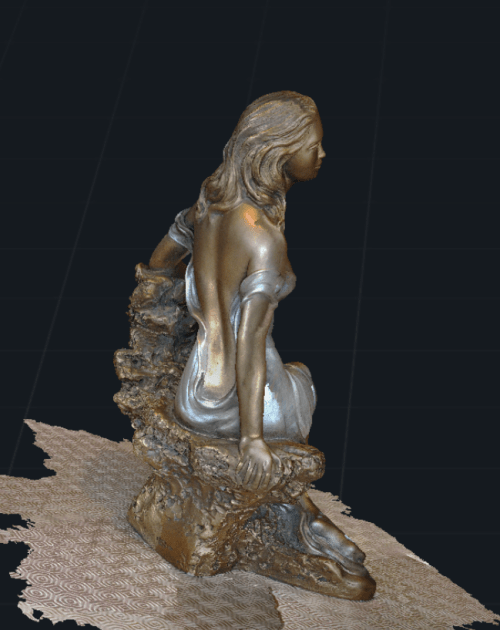
Le logiciel va effectuer un remaillage du scan, et appliquer la texture qui a été capturée pendant le scan. Pour un résultat très réaliste.

(OK noir sur noir n’est pas le meilleur choix pour bien voir).
Le post-traitement
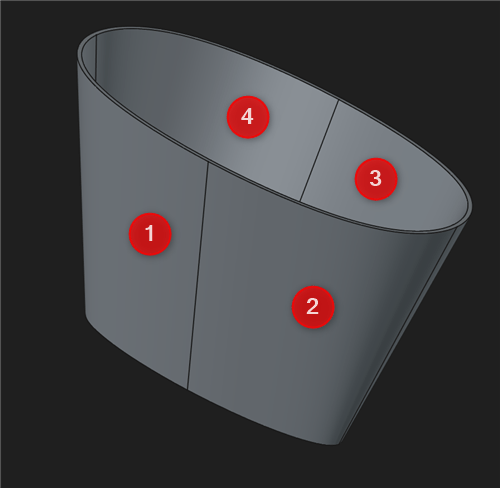
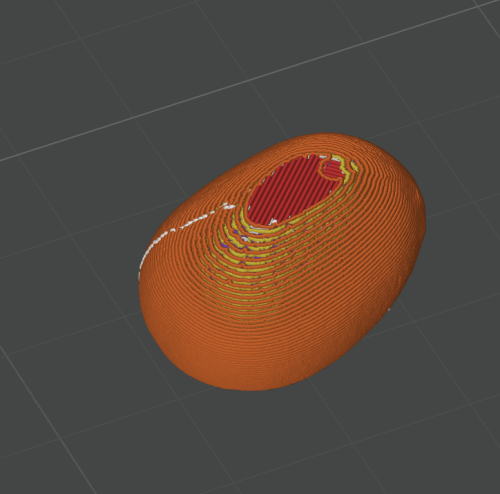
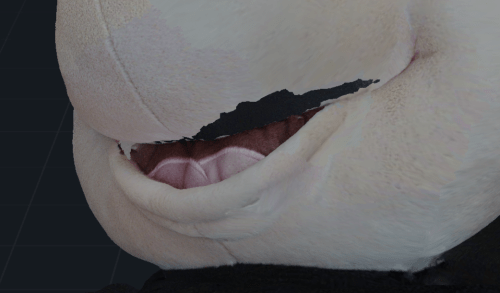
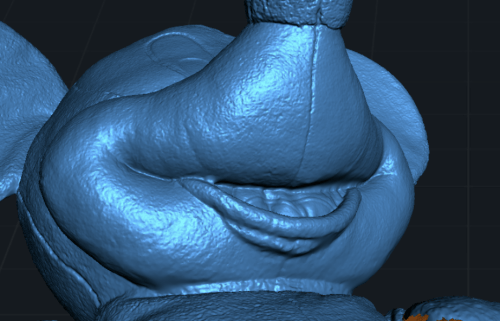
J’ai eu faire très attention et tenter de bien scanner partout, il y a des zones oubliées. Pour me donner bonne conscience, je vais dire que ces zones n’étaient pas accessibles (ou si je suis de mauvaise foi, que j’ai oublié volontairement d’y passer). C’est le cas par exemple autour de la bouche.
Le logiciel propose un outil automatique (ou manuel) pour combler les manques de scan.
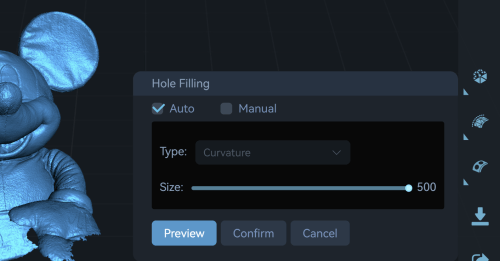
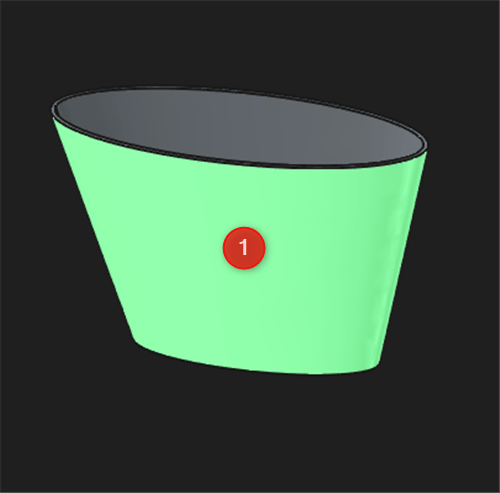
En prenant les options par défaut, le résultat :
Creality Scan propose aussi un lissage du modèle, pour diminuer les irrégularités .
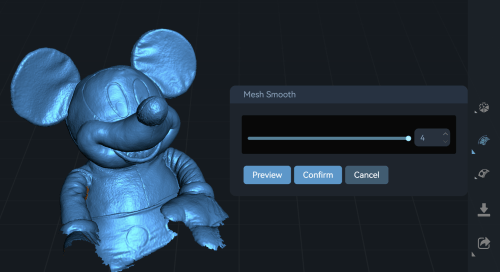
Sur ce scan, honnêtement, le résultat n’est pas flagrant.
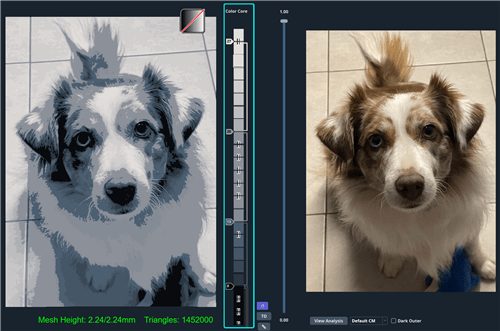
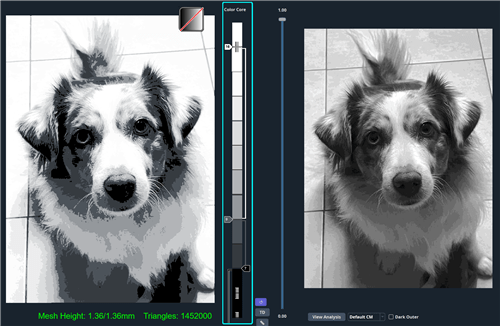
Par contre, une option importante est la possibilité de simplifier le scan.
En sortie de traitement, le modèle comporte plus de 3 millions de faces.
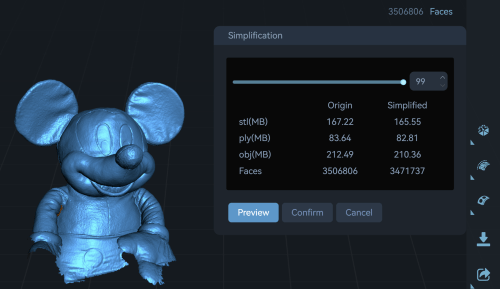
Une telle quantité de faces ne vas pas être utile pour une impression 3D. Pire, le traitement du slicer va être très long et risque de ne pas aboutir !
Si je simplifie à l’extrême, j’arrive avec un modèle qui ne comporte plus que 350 000 faces, ce qui donne un résultat très peu dégradé à l’oeil, et sera beaucoup plus facile à imprimer.
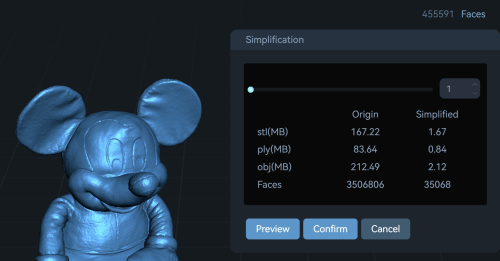
Au-delà (car il est toujours possible de simplifier encore), les facettes vont commencer à être visibles sur ce modèle. Mais là encore, tout sera affaire de goût. Peut-être voulez-vous un Mickey en low-poly ?
Il restera ensuite à exporter le résultat, en obj, stl ou ply, en fonction de votre besoin.
En conclusion
En une quinzaine de minutes, il m’a été possible d’obtenir une numérisation très correcte, imprimable sans grandes retouches.
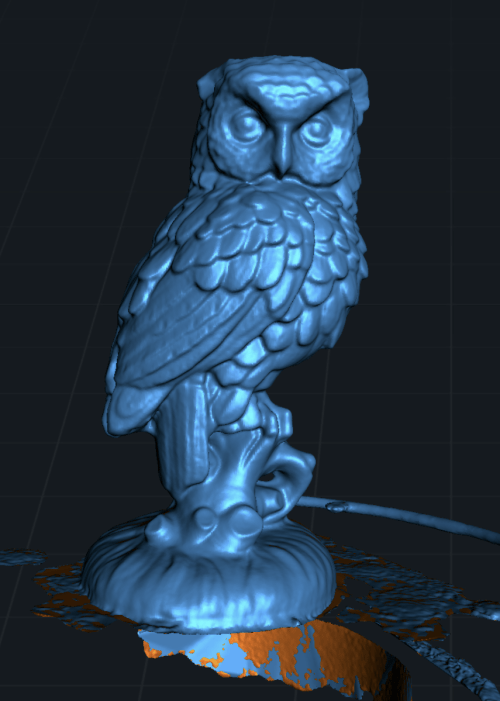
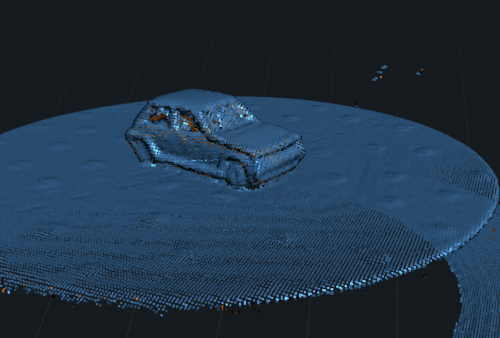
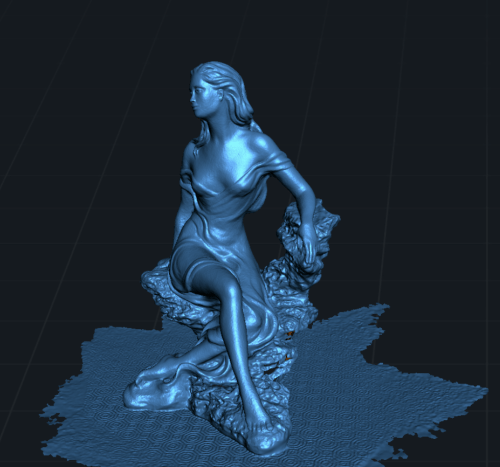
Reste maintenant à approfondir avec d’autres objets, afin de voir quelles sont les limitations de ce scanner et les éventuelles solutions de contournement.
Je vous propose de poursuivre l’expérience dans cet autre article, qui sera enrichi au fur et à mesure de mon utilisation du scanner et de son logiciel associé.
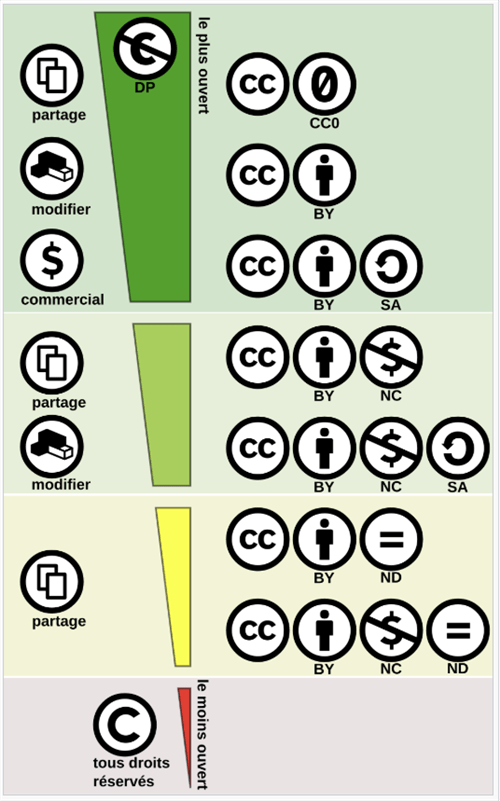
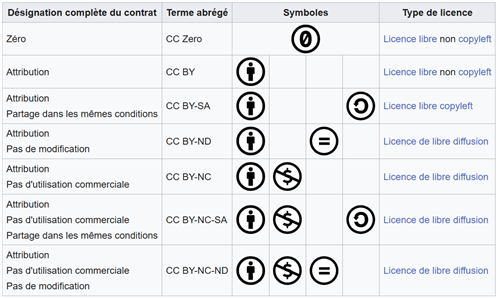
 Il est bien indiqué sur le site la nature de la license.
Il est bien indiqué sur le site la nature de la license.