Cela n’est pas une surprise : il y a quand même peu de chance que vous arriviez exactement à la fin d’une bobine après une impression. Quand il reste 2 ou 3 tours, pas de problème !
Mais quand il reste trop pour jeter mais pas assez pour une impression, que peut-on faire ?
3 solutions peuvent être envisagées :
Votre imprimante sait détecter une fin de filament
De nombreuses imprimantes sont capables maintenant de détecter une fin de filament. Certaines malheureusement sont incapables d’une reprise d’impression. Mais si votre imprimante en est capable, c’est une solution très simple. Une fois la bobine terminée, il suffit de changer de filament et d’indiquer à l’imprimante de reprendre.
Votre imprimante est équipée d’un rack Ace
C’est LA solution de luxe. Il est généralement possible de configurer l’Ace pour avoir un chgangement automatique de bobine. Lorsque la première est terminée, le système passe automatiquement sur la seconde, etc.
Sinon : il existe la possibilité de souder les filaments
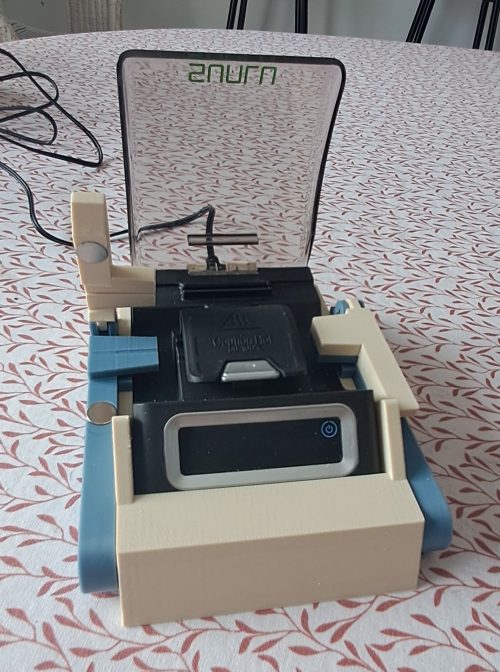
Il existe des boitiers qui permettent de souder les filaments entre eux. Par exemple, Sunlu commercialise un produit nommé « Filament Connector (FC01) » que vous pouvez trouver sur différents sites marchands autour de 55 €.
Le principe – sur le papier – est très simple : on positionne les 2 extrémités dans un manchon adapté, on chauffe, on laisse refroidir, on enlève le manchon et on se retrouve avec une soudure parfaite, résistante et sans différence de diamètre.
Sunlu a juste oublié une chose : il faudrait avoir 3 mains pour maintenir les filaments bien en place, les positionner dans la machine et fermer le clapet !
Les solutions d’améliorations
C’est pour cela que l’on va trouver sur la toile de nombreuses solutions d’amélioration de cet équipement qui, une fois les filaments bien en place, fait parfaitement le job. En voici un exemple.
L’idée est de préparer l’assemblage des 2 extrémités dans le manchon et de l’immobiliser, avant de le présenter pour chauffage.
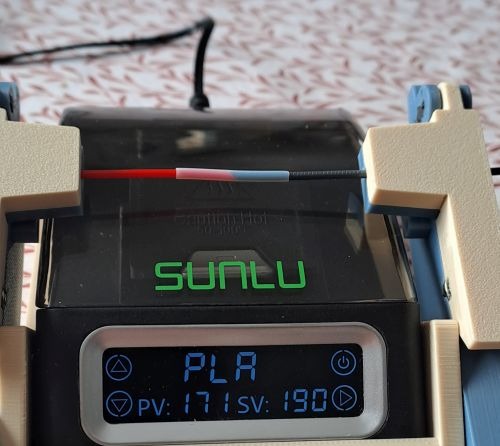
Etape 1 (pendant que l’appareil monte en température)
On positionne les 2 filaments et le tube.
A noter que les extrémités sont coupées à 45° pour augmenter la surface de contact.
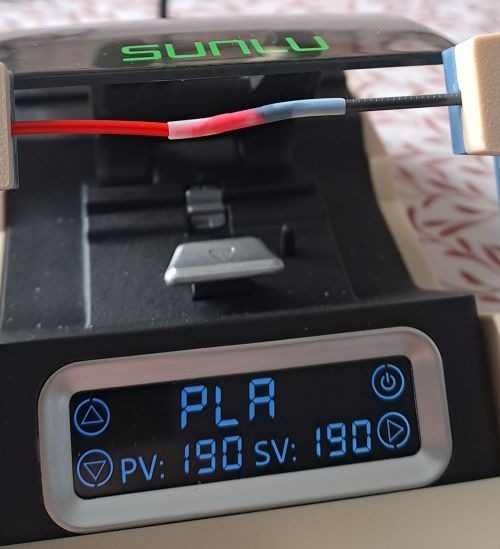
Etape 2 : Mise en place pour soudage
Il suffit de basculer le bras portant l’assemblage .
On ferme la trappe de l’appareil et on attend le Bip.
Dernière étape :
On ouvre la trappe et on bascule l’ensemble pour retirer le filament, et laisser l’ensemble refroidir.
Une fois le tube retiré, le résultat est correct : pas de déformation importante, la soudure est résistante.
Il reste maintenant à enrouler le tout sur une unique bobine.
En conclusion
Avec la mise en place de cette amélioration, le’opération devient simple à réaliser et très reproductible. C’est un investissement vite rentabilisé, au regard du volume potentiel de filament non jeté.
Comme je l’ai déjà dis, HueForge est avant tout un outil à vocation « artistique ». Il faut donc oublier l’idée de reproduire à l’identique une image, avecles mêmes couleurs, les mêmes contrastes, etc.
HueForge va « estimer » les couleurs de transitions entre les 2 couleurs que vous choisirez . Par exemple, si vous positionnez du noir en couche 1 et du blanc en couche 5, HueForge va progressivement passer du noir au blanc sur les couches 2,3 et 4, non pas en mélangeant physiquement les couleurs, mais en « estimant » le résultat – donc ici différents gris – en fonction du coefficient TD des filaments.
TD : qu’est-ce que c’est ?
HueForge s’appuie sur un principe fondamental : « Chaque filament change la couleur perçue en fonction de l’épaisseur déposée ».
Le TD quantifie précisément à quel point la couleur change quand on augmente l’épaisseur.
Un filament très opaque aura un TD élevé.
Un filament très translucide aura un TD faible.
Un filament très saturé en couleur aura un TD plus marqué.
Un filament pastel aura un TD plus doux.
On comprend donc l’importance du TD dans l’utilisation de HueForge.
Comment le TD est-il déterminé ?
Pour utiliser au mieux un filament dans HueForge, il faut renseigner correctement la valeur TD associée.
Il y a 4 possibilités pour déterminer (ouo connaître) cette valeur
La valeur est déjà connue
C’est le cas le plus simple. HueForge dispose d’une importante bibliothèque de filaments qui évolue au fil des versions, ordonnée par marque et couleur. Il est donc possible que votre filament soit déjà référencé. Dans ce cas, il suffit de l’ajouter à votre liste de filaments.
Il arrive aussi que la valeur soit indiquée par le fabriquant, soit directement sur la bobine, soit au travers de fiches techniques disponibles sur son site. Là aussi rien de plus simple que de renseigner cette valeur dans HueForge.
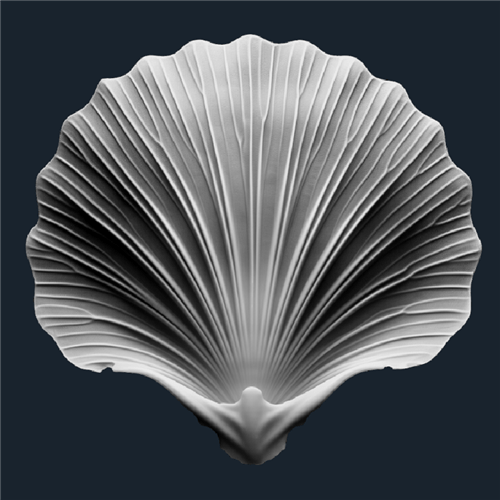
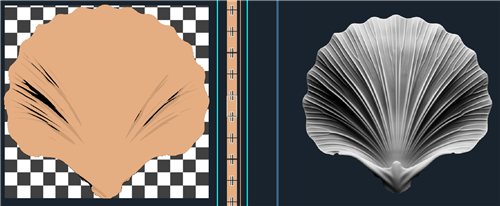
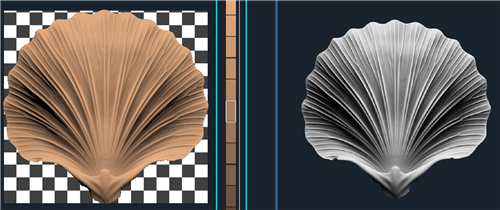
Détermination par la méthode SeaShell Test
Hue Forge propose une méthode de détermination : le SeaShell Test. HueForge met a disposition un fichier spécifique à imprimer avec le filament dont vous voulez déterminer le TD.
Les 6 premières couches sont imprimées en noir. Les autres couches avec le filament en test.
Une fois la pièce imprimée, il suffit de comparer le résultat obtenu avec la simulation dans HueForge. L’idée est de retrouver une réprésentation la plus proche de la réalité.
Une impression montrant très peu de détails serait caractéristique d’un TD faible, ici TD = 1.
A l’inverse, si beaucoup de détails apparaissent, le TD sera élevé (ici TD = 10).
Il faut compter environ 40 mn pour imprimer cet étalon.
Vous trouverez toutes les directives pour estimer au mieux votre résultat dans ce document original HueForge
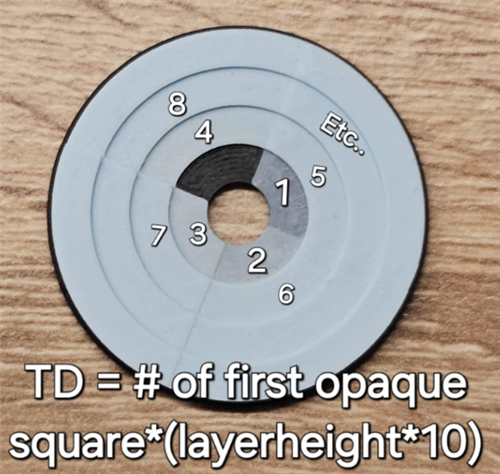
Détermination avec un disque de mesure
Dans la réalité, il n’est pas nécessaire de chercher une précision extrème dans la caractérisation du TD. Je veux dire ici que je résultat d’impression entre un filament de TD = 5.2 et un filament de TD = 5.4 ne sera pas flagrant.
Il est donc possible d’utiliser un simple disque de mesure, comme celui proposé sur Makerworld
L’impression prend moins de 15 mn et nécessite juste 3g de filament.
Il suffit d’imprimer le modèle avec une hauteur de couche de 0.08 mm.
Les 11 premières couches sont imprimées en noir, les couches suivantes avec le filament à tester.
Vous obtenez un disque de ce type.
Il suffit de compter le nombre de zones, dans le sens des aiguilles d’une montre, jusqu’à la première couche qui ne laisse plus apparaître le noir.
On obtiens le TD comme indiqué sur la formule ci-dessus.
Ici, on aurait TD = 5 x 0,08 x 10 soit TD = 4
Détermination automatique avec un TD1 et dérivés
Et pour être encore plus performant, il existe un petit boitier appelé le TD1 (TD1s actuellement), qui permet simplement en insérant un morceau de filament d’obtenir le TD et la couleur. Ce boitier s’interface directement avec HueForge. Seulement, ce boitier n’est pas toujours facile à trouver en France et il vous faudra dépenser la modique somme de 70 € environ, soit presque 3 fois le prix de la license basique de HueForge. Donc sans doute utile pour une utilisation intensive de HueForge avec un license commerciale…
A noter néanmoins qu’il existe des projets de TD1 open source qui font le job, sans pouvoir être interfacé avec HueForge. Mais le plus important est bien d’obtenir la valeur du TD non ?
J’ai trouvé un projet de ce type, avec les fichiers stl des pièces à imprimer, la liste des composants à acheter. Le code ensuite se trouve relativement facilement, ou se développe sans trop de difficulté.
A vous de chercher si cette solution vous séduit.
Vous pouvez aussi me contacter pour obtenir les références.
De nombreuses imprimantes sont maintenant disponibles avec un combo AMS (Automatic Material System), qui permet des impressions multi-couleurs.
Le principe est simple : vous mettez plusieurs bobines et dans le slicer, vous indiquez quel bobine utiliser pour telle ou telle pièce ou partie de pièce.
Je ne parlerais pas ici du processus d’impression couleur, mais plutôt des fonctionnalités offertes par ce type de boitier.
En dehors du fait que ces boitiers intègrent généralement un système de séchage des filaments, certains d’entres-eux permettent l’identification du filament (matière, couleur, températures d’utilisations, quantité restante de filament, …). Ces informations sont directement transmises au slicer, ce qui permet une configuration adaptée à l’impression.
Pour réaliser cette opération, le boitier va être capable de lire les informations stockées sur une puce RFID placée sur la bobine elle-même.
Malheureusement, à ce jour, il n’y a pas eu de normalisation concernant le système de codage. Résultat : une bonine équipée de puces RFID de la marque A ne sera pas nécessairement utilisable sur une imprimante de marque B !
Possesseur d’une Kobra 3 de chez Anycubic, seules les bobines Anycubic sont à ce jour compatibles. Le prix de ces bobines (compter environ 24 € le kilo pour du PLA+) est largement supérieur à ce que l’on peut trouver (généralement autour de 13€ le kilo).
Heureusement, une alternative existe : programmer ses propres puces RFID et les coller sur n’importe quelle bobine de filament.
De quoi avons-nous besoin ?
Tout d’abord, il faut des tags NFC. Les modèles reconnus par le ACE Anycubic sont les « MIFARE Ultralight C », les « NTAG216 » et les « NTAG215 ». C’est le genre de composant que vous allez facilement trouver sur Amazon par exemple (moins de 10 € les 50 pièces).
Il vous faudra aussi un moyen de les lire et les écrire. Nativement, de nombreux smartphone Android ont cette fonction. Il existe aussi la possibilité de bâtir une solution autour d’un Arduino et d’un module RFID.
Un peu de technique
Dans la mesure où il existe des applications spécifiques pour programmer les puces pour le ACE Anycubic, ce paragraphe n’est pas nécessaire. Mais il est quand même interressant de savoir ce que va contenir la puce RFID.
Une puce RFID ou NFC est une puce informatique couplée à une antenne lui permettant d’être activée à distance par un lecteur et de communiquer avec ce dernier. La grande majorité des puces RFID ou NFC ne disposent pas d’alimentation en énergie. Ce type de puces est alimenté à partir du lecteur par l’intermédiaire de l’antenne de la puce : le lecteur envoie un signal électromagnétique à la puce, ce qui la » réveille » et lui fournit assez d’énergie pour communiquer avec le lecteur concerné. La radio-identification, le plus souvent désignée par le sigle RFID , est une méthode pour mémoriser et récupérer des données à distance en utilisant des marqueurs appelés « radio-étiquettes » (« RFID tag » ou « RFID transponder » en anglais).
C’est une technologie d’identification automatique (sans contact) qui utilise le rayonnement radiofréquence pour identifier les objets porteurs d’étiquettes lorsqu’ils passent à proximité d’un interrogateur. Elle permet une détection automatique avec des distances de lecture de 10 à 200 m selon le type de puces.
Dans notre cas, nous utilisons des tags NFC (Near Field Communication).
C’est aussi une technologie de communication sans fil. Le NFC est une version plus évoluée de la RFID. Les puces RFID peuvent juste être lues, les puces NFC
permettent vraiment d’échanger des données. Le NFC est une technologie permettant d’échanger des données à moins de 10cm, entre deux appareils
équipés de ce dispositif. Le NFC est intégré à la plupart de nos terminaux mobiles sous forme de puce, ainsi que sur certaines cartes de transport ou de paiement maintenant.
Le tag est généralement organisé en « pages » contenant chacune un certain nombre de « bytes ». Dans le cas du ACE Anycubic, chaque page est constituée de 4 bytes, structurées de la manière suivante :
Page
Content
Format
4
Version marker
[0x7B, 0x00, 0x65, 0x00] (0x65 = v2)
5-7
SKU
12 bytes, null-padded ASCII
8
Unused
[0x00, 0x00, 0x00, 0x00]
10
Manufacturer
4 bytes ASCII (e.g., « AC » for Anycubic)
15
Material type
4 bytes ASCII (e.g., « PLA », « PETG »)
20
Color
ARGB format [Alpha, Red, Green, Blue]
24
Extruder temps
[min_lo, min_hi, max_lo, max_hi] (16-bit LE)
29
Bed temps
[min_lo, min_hi, max_lo, max_hi] (16-bit LE)
30
Diameter & length
[diam_lo, diam_hi, len_lo, len_hi]
31
Weight
[weight_lo, weight_hi, 0x00, 0x00] (grams)
La principale difficulté reste que ces informations ne sont pas documentées « officiellement » par Anycubic. Le tableau ci-dessous est donc une compilation d’informations trouvées sur différents Forum.
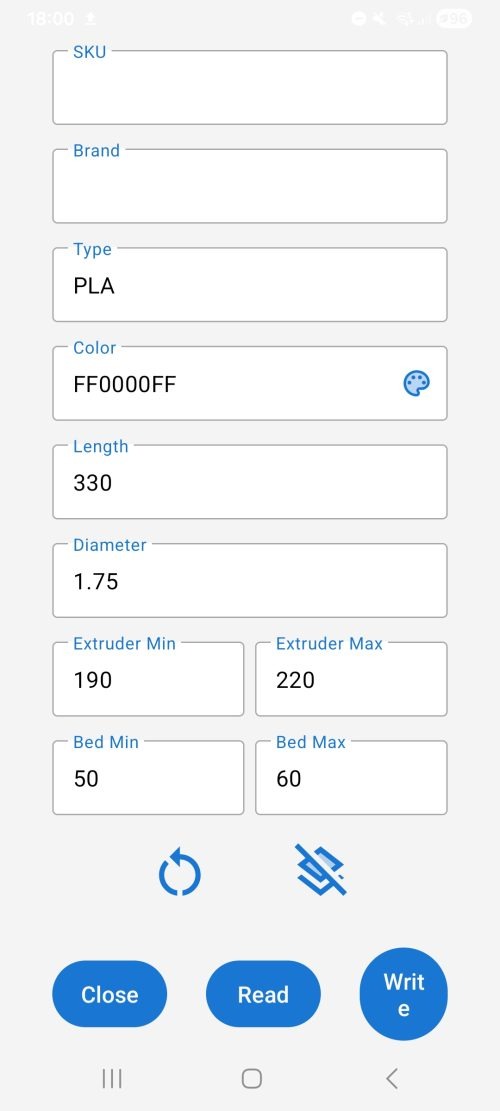
En pratique, voici ce que l’on peut obtenir en lisant une puce officielle Anycubic placée sur une bobine de la marque (PLA Tropical Turquoise) :
Les informations lues sont donc cohérentes avec le descriptif donné dans le premier tableau.
Remarque :
A l’usage, je n’ai pas l’impression que les informations de températures et suivantes soient traitées par le slicer ou même l’imprimante.
Dans la pratique
Maintenant que nous maitrisons les données et leur emplacement, il suffit de les écrire dans le NTAG. Et plutôt que de me lanceer dans la programmation, je suis d’abord aller faire une petite recherche sur la toile, et je suis tombé sur exactement ce qu’il me fallait sur ce github :
Vous y trouverez une application Androïd, une application Arduino et une application Windows.
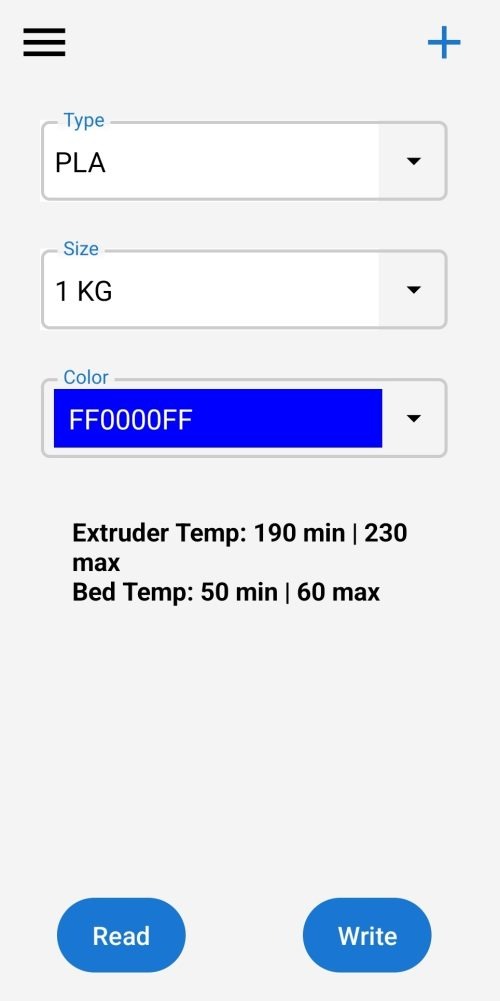
L’applicaion Androïd va par exemple se présenter de la façon suivante.
Il suffit de sélectionner la type de filament, le poids, la couleur, de détection le NTAG et décrire dedans. A noter que les couleurs peuvent être séelctionnées de différentes manière, ce qui est très pratique.
Pour les autres paramètres, il s’agit des valeurs standard visiblement déjà présentes dans le slicer Anycubic.
Il est aussi possible de formater un NTAG, d’afficher les valeurs par page et de paramétrer les valeurs par défaut :
Un outil donc utilisable clé en main, afin de programmer les NTAG et ainsi identifier n’importe quelle bobine.
La mise en place
Il suffit de coller les NTag programmés sur les 2 côtés de la bobine, environ à 1 cm du bord extérieur, et si possible face à face.
Il est bien important de coller un NTag sur chaque face. En effet, les lecteurs sont positionnés dans les 2 séparation bobines qui se trouvent à l’intérieur du boitier. Selon l’emplacement de la bobine, la lecture sera donc réalisée à gauche ou à droite de la bobine.
En conclusion
Même si l’absence de puce sur les bobines n’est pas bloquant car il est possible de définir manuellement les caractéristiques principales depuis l’écran de l’imprimante, c’est un grand confort d’avoir cette information automatiquement.
Dans un article précédent, j’avais présenté HueForge en prenant comme exemple des images de dessins animés, par définition très contrasté et avec lesquelles il n’était pas nécessairement obligatoire de restituer les couleurs exactes. ll faut bien garder à l’esprit que HueForge est avant tout un outl « artistique » et pas un outil destiné à « reproduire » un existant à l’identique.
Mais est-il possible d’imprimer une photographie couleur en noir et blanc (ou en nuances de gris) ?
Alors sur le papier OUI ! Et en voici un exemple.
Voici ce que « nativement » HueForge me propose. J’ai testé cette impression et le constat est assez mitigé : temps d’impression relativement long (environ 5h pour une image de 20 cm de haut) et rendu assez terne. Il est vrai que cette image est assez « difficile » car il y a énormément de zone sans détails contrastés (toute la zone sous le cou de l’animal par exemple). On se retrouve avec de grandes surfaces lisses à l’impression, ce qui ne donne pas un résultat très beau.
Certains paramètres de HueForge vont nous permettre d’améliorer beaucoup cette image : « Base Layer », « Base Thickness », « Blend Depth » et « Layer Height ».
Avant d’aller plus loin, il faut bien garder à l’esprit que votre imprimante va traiter des couches en Z . Elle imprimera les reliefs de la couche Zmin à la couche Zmax, avec un incrément entre couches de « Layer Height ».
Regardons maintenant le rôle de chaque paramètre.
Base Layer
Ce paramètre détermine l’épaisseur minimale imprimée. Elle va correspondre à la zone plus claire de l’image. Si cette valeur est trop faible, l’impression sera fragile (mécaniquement). Si elle est trop importante, le contraste sera perdu.
Base Thickness
Ce paramètre détermine l’épaisseur maximale qui sera imprimée. Elle correspond à la zone la plus sombre. Plus elle est grande, plus le contraste sera élevé.
Blend Depth
Ce paramètre détermine la transition entre couches de couleurs. On va pouvoir ainsi contrôler la douceur ou la brutalité des transistions.
Layer Height
Ce paramètre représente la hauteur de couche réelle utilisée sur l’imprimante. Il est important que ce paramètre soit égal au paramétrage du slicer. Plus la hauteur de couche sera fine, plus il y aura de niveaux de gris. Al’inverse, des couches épaisses donneront une image plus pixelisée verticalement.
A la vue de ces paramètres, on aurait tendance à penser qu’un nombre élevé de couches fines donnera de meilleurs résultats. Hélas non, car il faut tenir compte d’autres paramètres, à commencer par l’imprimante elle-même.
Influence de l’imprimante
Pour les imprimantes Bowden, il est conseillé de garder un layer height > 0.12. Pour les imprimantes Direct Drive, on pourra descendre à un layer height de 0.08, voir moins.
Certaines imprimantes seront plus ou moins précises à reproduire les détails.
Pour une Kobra 3 par exemple, le nombre de niveaux de gris ne devrait pas dépasser 80.
Le nombre de niveaux est calculé par :
N = ( Base Thickness – Base Layer ) / Layer Height
On arrive vite à la conclusion que les valeurs à choisir ne seront pas le fruit du hasard.
Influence de l’image
Et nous ne sommes pas au bout de nos peines. La nature même de l’image va influencer la manière dont HueForge la traite. Un animal, un paysage, un visage auront besoin de réglages différents pour arriver à un même résultat.
A noter aussi que HueForge va mieux travailler sur des images d’au moins 2000 pixels sur la plus petite dimension !
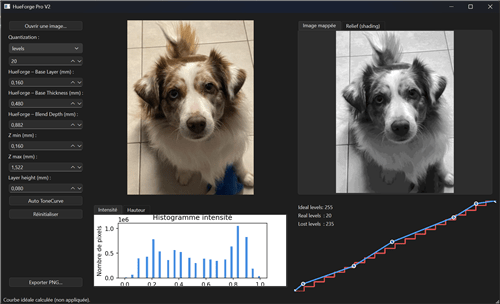
Un outil de pré-traitement
Après avoir passé pas mal de temps à adapter les réglages pour imprimer quelques photos, j’ai décidé de développer un petit outils pour pré-traiter les photographies.
Les étapes appliquées par cet outil sont les suivantes :
redimensionnement automatiques à l’ouverture de l’image. La plus petite dimension est portée à 25600 pixels.
L’image est analysée pour optimiser la dynamique lumineuse.
J’essaie de déterminer la nature de l’image pour appliquer un preset de tonalité et de contraste.
Je transforme l’image en carte Z compatible HueForge.
J’exporte en png .
L’image obtenue respecte une échelle de gris linéaire. Le nombre de couches optimal est obtenu (donc le temps minimum d’impression pour le meilleur résultat). Et surtout j’obtiens les valeurs Base Layer et Base Thickness à reporter dans HueForge.
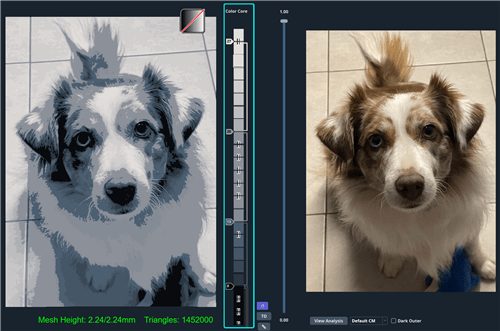
Voici ce que j’obtiens avec l’image du chien.
En partant sur une impression avec une hauteur de couche de 0.08, la dynamique obtenue me permet de n’avoir que 20 niveaux de gris « utiles » (moins je perds en détails, plus n’apporte rien et ralonge la durée d’impression). Il suffit d’exporter l’image en png et de l’ouvrir dans HueForge, en reportant les 3 paramètres de Base obtenus.
J’ai sur cette image choisis de n’utiliser que 3 couleurs : noir, gris, blanc.
Le résultat, après 2h10 d’impression est plus que satisfaisant.
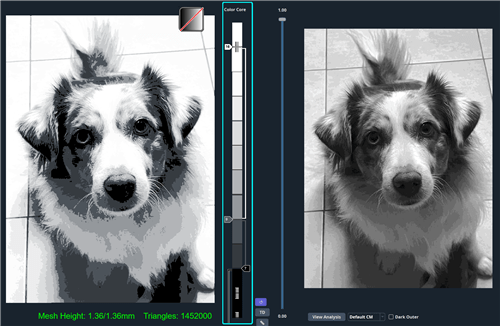
Comparativement à la même impression sans traitement, brute de HueForge.
En conclusion
Il est donc possible d’exploiter des photo avec HueForge, pour obtenir un rendu très sympathique. Même s’il n’est pas parfait, mon petit outil de pré-traitement m’a permis d’obtenir des résultats très cohérents sur différentes photo, certainement plus rapidement que en testant différentes configurations dans HueForge. Vous le retrouverez très prochainement sur ma boutique à un prix très raisonnable.
Après une découverte rapide du scanner et de son logiciel dédié, je vous propose de tester la numérisation de différents objets. Ceci sera aussi de regarder de plus près les possibilités du logiciel.
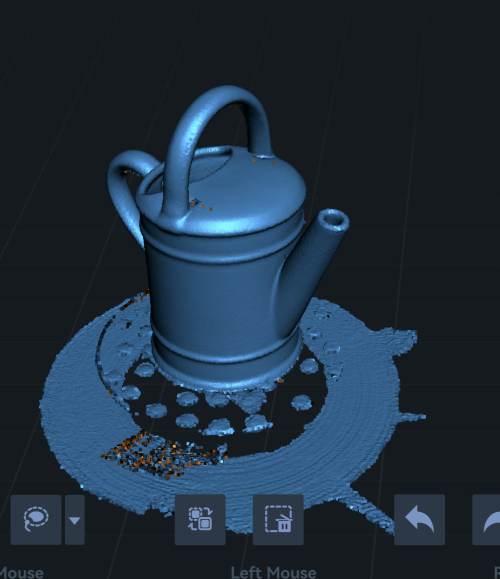
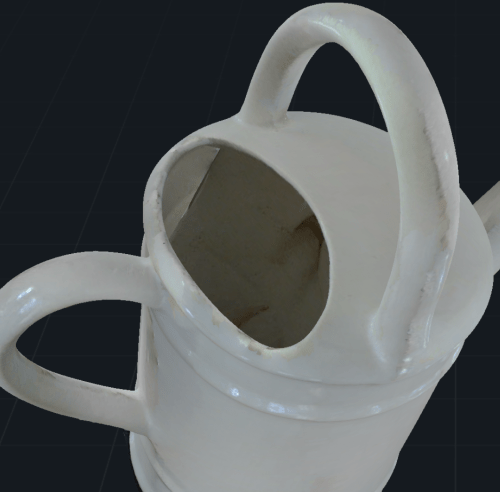
Objet 1 : Arrosoir en faïence blanche et brillante.
Taille max de l’ordre de 25 cm.
Numérisation sans problème, l’objet étant placé sur un plateau tournant.
Après nettoyage et traitements, le scan est plutôt bien réussi, et donnera « presque » une impression conforme à l’objet initial.
Je dis presque, car un problème subsiste : à la base, l’objet est creux. Il n’est pas possible de faire le scan de l’intérieur. On se retrouve donc avec un objet un peu « étrange » intérieurement.
La numérisation d’objet creux demandera donc, en fonction du besoin soit une préparation avant scan pour fermer l’objet, soit un post-traitement pour le creuser. A ce stade, je n’ai pas exploré les solutions.
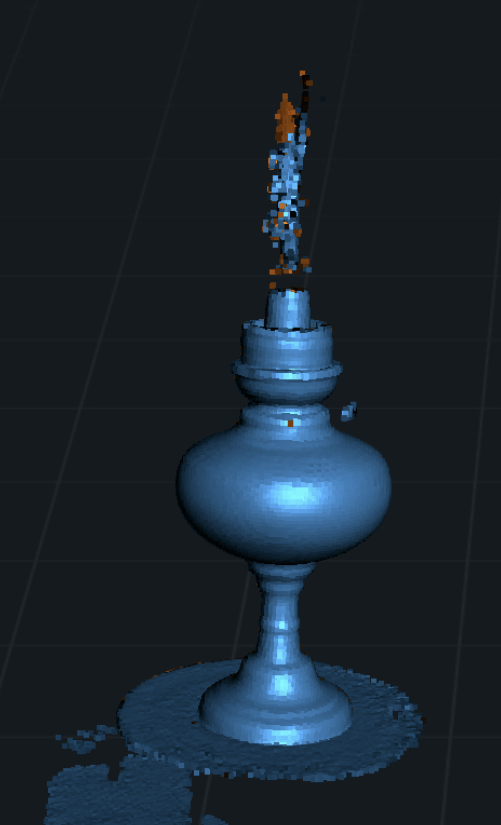
Objet_2 : une lampe à pétrole
Taille en hauteur : 52 cm
L’original
Avec cet objet, je rencontre très rapidement des problèmes. Tout d’abord, le verre n’est pas détecté correctement. Ensuite, la pièce est une vraie surface de révolution, à l’exception de la petite molette de réglage, visiblement trop petite pour être considérée comme une zone de référence. Conséquence : après un début de scan correct du corps de la lampe, le logiciel part en boucle et tente de rechercher un point de départ imaginaire. Ci-dessous le résultat :
Après traitement, on se retrouve avec une pièce un peu étrange.
Pour ce type de pièce, des solutions existent visiblement. Pour le corps, il va falloir coller des pastilles de repère (comme sur le plateau) afin de permettre au logiciel de se retrouver dans l’espace. Pour le verre, il existe des spray en bombe, comme par exemple le AESUB Blue. L’utilisation d’un spray permet non seulement d’augmenter le niveau des détails visibles par le scanner, mais aussi de rendre possible le scan de pièces transparente ou brillante.
L’avantage de ce spray en particulier est qu’il disparaîtra totalement de votre pièce sous 4 heures. Sans nettoyage ou lavage, la pièce retrouvera son aspect d’origine après 4 heures.
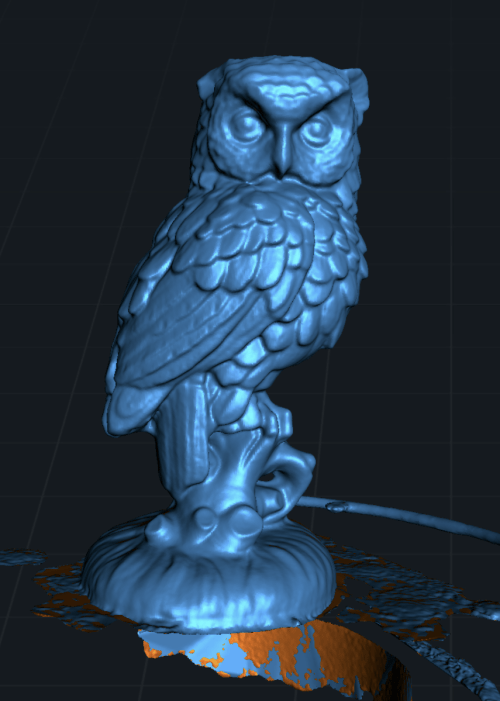
Objet 3 : Une chouette en pierre blanche poreuse
Hauteur : 12 cm. Beaucoup de détails liés à la représentation des plumes dans la pierre.
L’original
J’ai pris cette fois un peu plus de temps pour numériser les différentes zones. Le logiciel permet en effet de reprendre un scan si on s’aperçoit qu’une zone n’a pas été correctement couverte.
Le résultat après traitement est parfait.
Les détails sont correctement représentés.
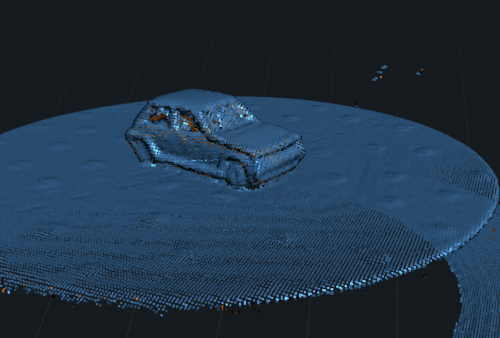
Objet 5 : une voiture miniature
Cette fois, je suis en dehors des spécifications du scanner. Il est en effet indiqué dans les spécifications du scanner que celui-ci ne peux scanner que des objets d’une taille minimale de 15 cm. Le précédent test avec la chouette de 12 cm était concluant. Que se passe-t-il avec un objet plus petit ?
La réponse en image avec une voiture miniature de tout juste 5 cm .
L’original
Tout d’abord, impossible de numériser l’objet seul. Il est nécessaire de passer par une reconnaissance de marqueurs (qui sont nativement sur mon plateau).
Ils se retrouvent affichés en vert dans le logiciel, lorsque celui-ci les identifie correctement.
Le résultat de la numérisation est le suivant :
Le résultat est très décevant. L’objet étant trop petit, les détails se retrouvent totalement écrasés. L’utilisation d’un spray pourrait peut-être améliorer les choses. Mais il faudrait une grosse amélioration pour obtenir une pièce imprimable.
La numérisation finale
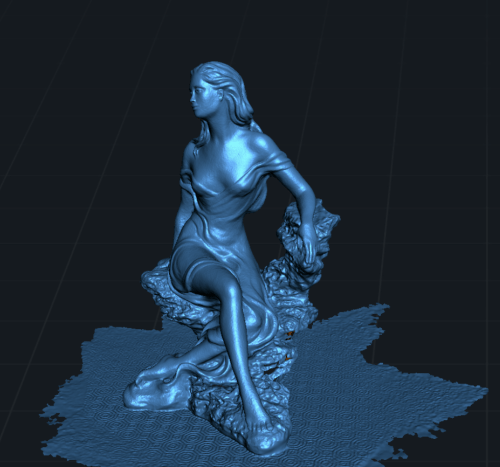
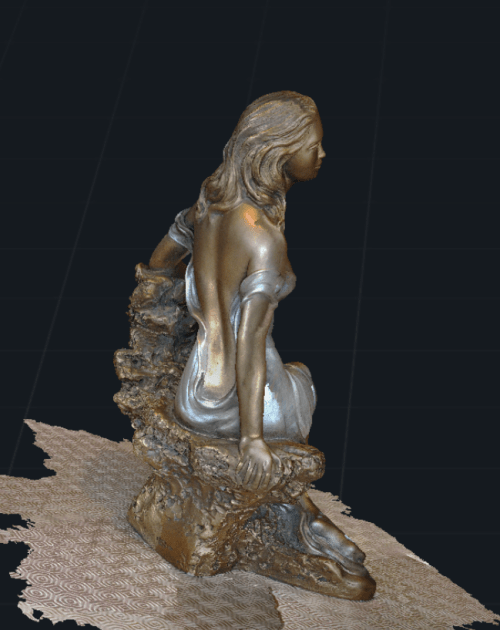
Objet 6 : une statue
Un essai maintenant sur une statue en bronze, partiellement peinte.
Encore une fois, en prenant son temps, la numérisation ne pose ici aucun problème.
La texture est correctement identifée.L
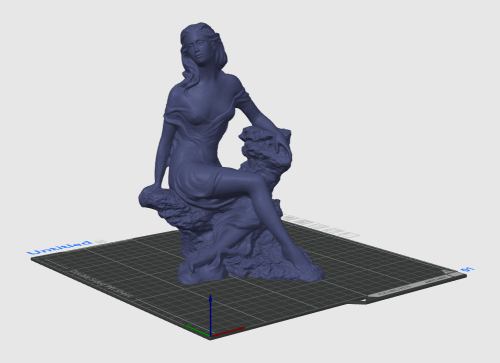
Après traitement, l’objet pourra être simplement imprimé.
Il me restera à tester sur de « grands objets », le scanner étant annoncé comme pouvant numériser des pièces jusqu’à 2 mètres (en plusieurs passes), ainsi que le test de numérisation d’un modèle humain, afin de réaliser des bustes.
Après vous avoir présenté ce qu’il était possible de faire avec une Kinect, je vais tester un scanner un « peu plus » pro. Il s’agit ici d’un scanner d’entrée de gamme, sous la gamme des 400 €. Vous trouverez de nombreuses présentations de ce modèle, et je ne reviendrais pas ici sur l’aspect qualitatif du produit (belle sacoche, belle finition, etc).
En dehors de son prix abordable, ce qui est séduisant avec ce modèle est qu’il est équipé d’un module Wifi 6, ce qui permet de ne pas avoir de « fil à la patte ». Lorsque l’on va réaliser un scan, celui-ci sera directement visible en Live sur l’écran de votre PC. Il est aussi possible de directement connecter un smartophone, cette fois en filaire, pour être totalement nomade.
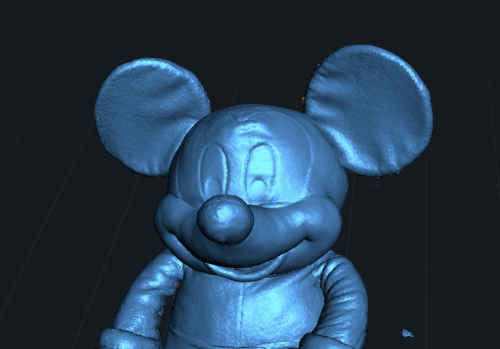
Je vais refaire appel à mon assistant « Gros Mickey », qui c’était déjà prêté au test de la kinect, pour faire quelques premiers essais.
La numérisation
Comme pour le test de la Kinect, mon assistant est confortablement installé sur son tabouret, ce qui va me permettre de tourner autour sans problème.
Je réalise le scan en ayant connecté mon smartphone, avec l’application Creality Scan fournie avec le scanner.
Le principe est le même que ce que j’avais réalisé avec la Kinect, sauf que l’on dispose d’une représentation en temps réel du scan. Avec de la patience et de la rigueur, on arrive à réaliser un scan très propre. Comme avec la kinect, si l’on va trop vite, le logiciel a tendance à perdre ses repères. Mais ce qui est impressionnant, c’est que dans ce cas, il suffit de ne plus bouger pour que le système se repositionne pratiquement seul.
Après une dizaine de minutes, je décide que mon scan est correct et je décide de le valider. Le logiciel me propose alors de commencer le traitement du scan. Je le lance et j’obtiens, après quelques minutes, un message d’erreur m’indiquant que le traitement demande trop de ressources pour mon téléphone. Mais le message est très clair : il m’indique la procédure à suivre sur un PC pour effectuer le traitement.
L’importation du scan
Sur le PC, on dispose du même logiciel Creality Scan. Une option permet l’import direct d’un scan réalisé depuis un téléphone. Il suffit que le PC et le téléphone soient sur le même réseau wifi. Sur le PC, vous scanner avec votre téléphone le datamatrix proposé, et le transfert est automatique.
Après quelques minutes, le scan de « gros mickey » est disponible.
C’est quand même pas mal !
Pour mémoire, ci-dessous, ce que j’avais obtenu avec la Kinect. On observe beaucoup plus de détails.
Le traitement
Je peux maintenant lancer le traitement proposé.
Le logiciel va effectuer un remaillage du scan, et appliquer la texture qui a été capturée pendant le scan. Pour un résultat très réaliste.
(OK noir sur noir n’est pas le meilleur choix pour bien voir).
Le post-traitement
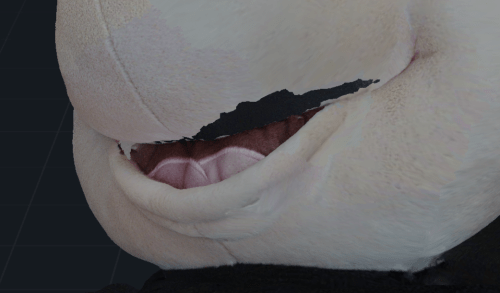
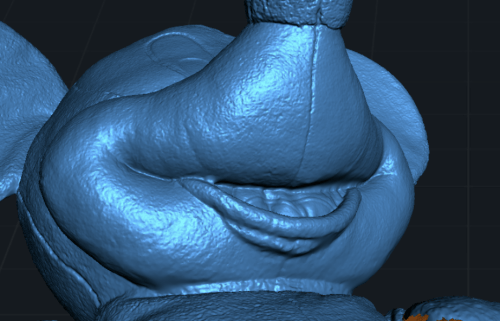
J’ai eu faire très attention et tenter de bien scanner partout, il y a des zones oubliées. Pour me donner bonne conscience, je vais dire que ces zones n’étaient pas accessibles (ou si je suis de mauvaise foi, que j’ai oublié volontairement d’y passer). C’est le cas par exemple autour de la bouche.
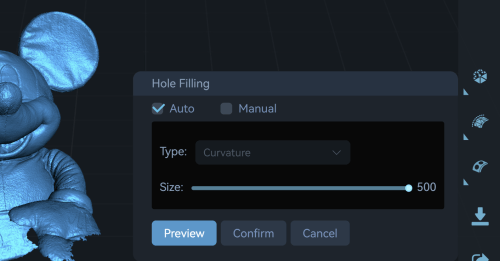
Le logiciel propose un outil automatique (ou manuel) pour combler les manques de scan.
En prenant les options par défaut, le résultat :
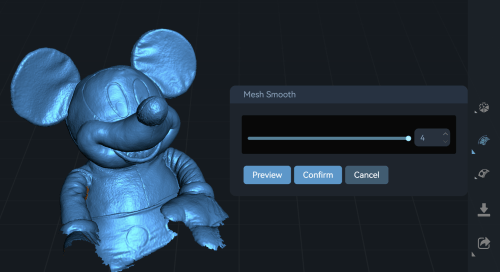
Creality Scan propose aussi un lissage du modèle, pour diminuer les irrégularités .
Sur ce scan, honnêtement, le résultat n’est pas flagrant.
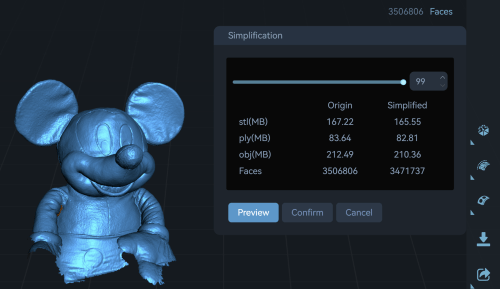
Par contre, une option importante est la possibilité de simplifier le scan.
En sortie de traitement, le modèle comporte plus de 3 millions de faces.
Une telle quantité de faces ne vas pas être utile pour une impression 3D. Pire, le traitement du slicer va être très long et risque de ne pas aboutir !
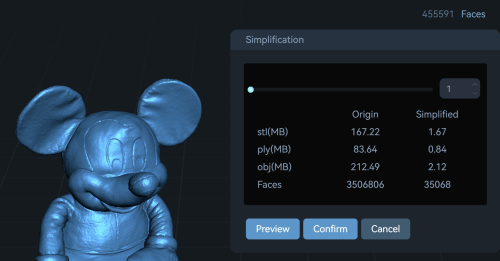
Si je simplifie à l’extrême, j’arrive avec un modèle qui ne comporte plus que 350 000 faces, ce qui donne un résultat très peu dégradé à l’oeil, et sera beaucoup plus facile à imprimer.
Au-delà (car il est toujours possible de simplifier encore), les facettes vont commencer à être visibles sur ce modèle. Mais là encore, tout sera affaire de goût. Peut-être voulez-vous un Mickey en low-poly ?
Il restera ensuite à exporter le résultat, en obj, stl ou ply, en fonction de votre besoin.
En conclusion
En une quinzaine de minutes, il m’a été possible d’obtenir une numérisation très correcte, imprimable sans grandes retouches.
Reste maintenant à approfondir avec d’autres objets, afin de voir quelles sont les limitations de ce scanner et les éventuelles solutions de contournement.
Je vous propose de poursuivre l’expérience dans cet autre article, qui sera enrichi au fur et à mesure de mon utilisation du scanner et de son logiciel associé.
Dans un précédent article, je vous avais parlé de la numérisation d’un objet avec une Kinect (l’article est ici). C’est une technique peu couteuse qui reste efficace pour des objets sans trop de détails.
Il existe une autre technique, basée sur le traitement de photographies. Si ce procédé était hier plutôt réservé aux professionnels dans le cadre de prises de vues aériennes pour l’urbanisme, il se démocratise. Nos smartphones sont en effet maintenant capables de prendre des photos en haute résolution, et certains éditeurs proposent des solutions open source ou limitées de leurs produits, qui restent utilisables pour un usage privé.
Contraintes et mise en garde
Avant de regarder les solutions disponibles aujourd’hui, il faut avoir en tête certains points sur cette technique. Le principe est « relativement » simple : on prend une série de photos en se déplaçant autour de la zone (ou en faisant tourner l’objet). Chacune des photographies sera traitée pour identifier les relations entre 2 prises de vue successives et en « déduire » le positionnement de l’appareil de prise de vue. A partir de ce moment, chaque prise de vue pourra être positionnée dans l’espace et restituer ainsi une représentation 3D de l’espace. De ceci, il en découle que :
trop peu d’images va rendre la reconstitution aléatoire,
trop d’images va rendre le temps de traitement très long,
trop de variation de lumière, de contraste, d’échelle dans les prises de vues risque de générer un rejet de certaines images,
les objets brillants ou translucides ne pourront pas être numérisés correctement.
Une fois ces éléments pris en considération, nous allons pouvoir commencer.
Pour cet article, j’ai choisi de « tenter » la numérisation d’un simple galet, d’environ 10 cm dans sa plus grande dimension.
Afin de capturer les images dans les meilleurs conditions possible, je vais positionner mon galet dans une boite à lumière, sur un plateau tournant, et positionner mon téléphone sur un pied. L’intérêt est de maitriser l’éclairage, d’éviter les zones d’ombre et de toujours avoir une même distance par rapport au centre de rotation.
Regardons maintenant les solutions logicielles disponibles.
La version gratuite limite le traitement de 50 photos avec un seul processeur graphique. Il y aura aussi des limitations dans les formats d’export et l’absence de certains outils. Mais cette version reste parfaitement utilisable pour numériser de petites objets en vue de leur impression 3D.
Même si l’interface utilisateur est très riche, le processus de découverte reste simple et classique :
on importe les photos,
on applique optionnellement un masque afin de réduire la zone de traitement,
le logiciel aligne les photos,
le logiciel créé un nuage de points, qui va permettre de créer un maillage,
on repose la texture sur le maillage,
on exporte le fichier pour traitement d’impression 3D par exemple.
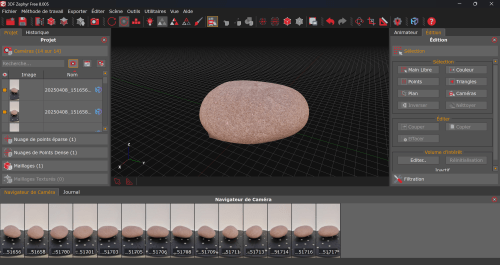
Ci-dessous le résultat avec mon galet.
Avec 14 photos, le logiciel a identifié un nuage de 184 841 points, et à généré un maillage de 369 843 triangles. Une fois exporté en format .obj (très peu de choix sur cette version free), je peux sans problème l’importer dans mon slicer.
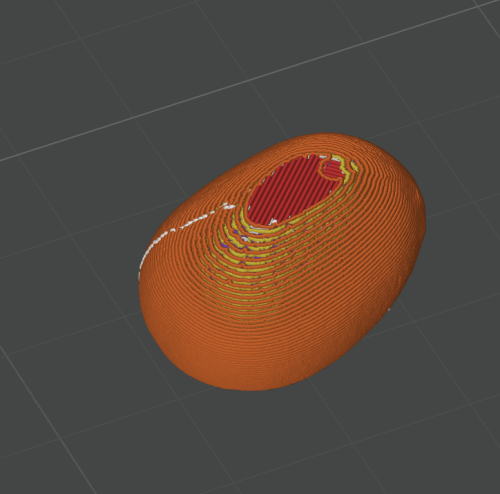
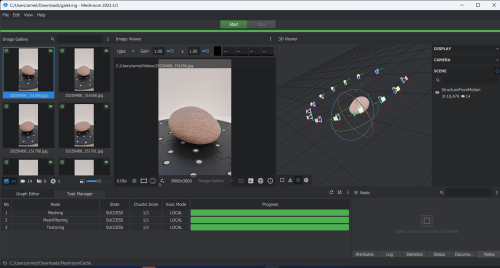
Meshroom
Même mode opératoire avec MeshRoom, mais encore en plus simple .
On colle les images dans la partie prévue. Et on clique sur le bouton Start.
Il est toujours possible de modifier l’ensemble des paramètres et des fonctions réalisées, le logiciel présentant les opérations sous forme de graphe.
A noter que le logiciel ne propose aucune option d’exportation de fichier. Il faut accéder au répertoire de travail de MeshRoom pour récupérer directement le fichier .obj nativement créé.
Remarque importante :
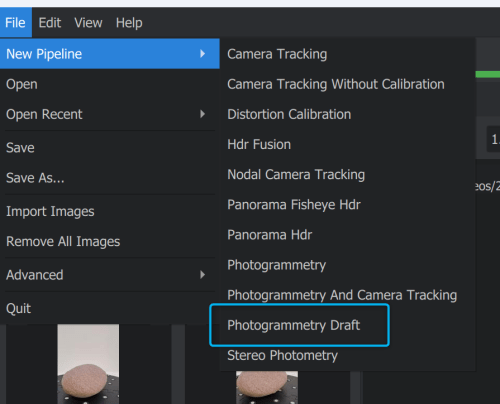
Le logiciel est prévu pour fonctionner avec une carte NVidia. Pénalisant pour les possesseurs de matériel à base de carte AMD Radéon par exemple.
Heureusement, il existe une option qui permet de se passer de carte NVidia, mais avec une qualité obtenue un peu dégradée.
Il faut passer par le menu fichier et choisir un pipeline différent du pipeline par défaut.
En conclusion
Des solutions qui fonctionnent pour numériser des pièces, mais qui restent difficiles à mettre en place en raison des contraintes liées aux prises de vues : lumière constante et diffuse pour éviter les ombres, pas de reflet, pas de pièces transparentes, etc.
Qui n’a pas eu besoin d’avoir au dernier moment une boite hermétique aux bonnes dimensions (je pars demain et je n’ai rien pour mettre ma savonnette et ma brosse à dent !).
Je vous propose ce petit tuto qui va vous permettre d’avoir toujours sous la main LA bonne boite.
Le cahier des charges :
Je veux pouvoir générer rapidement une boite avec un couvercle clipsé, de dimensions longueur x largeur x hauteur. Je veux aussi pouvoir définir l’épaisseur des parois.
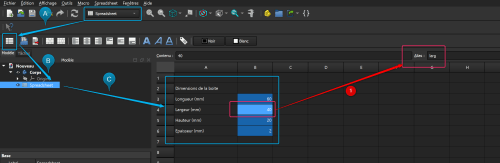
Etape 1 : mise en place des valeurs
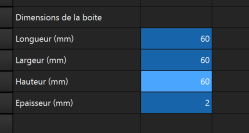
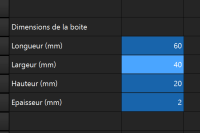
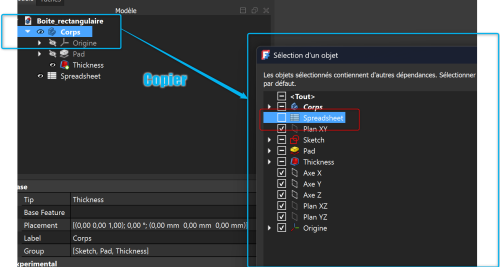
On commence par créer une feuille de calcul, dans laquelle on indique toutes les dimensions que l’on va vouloir maitriser (étapes A, B et C).
Pour pouvoir utiliser les valeurs dans le design de notre boite, il faut bien penser à associer un Alias à chaque valeur (étape 1 répétée pour chaque valeur).
Etape 2 : dessin du fond
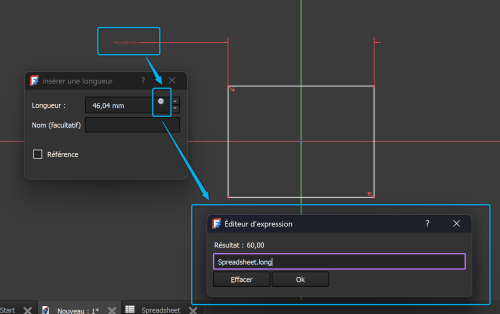
Dans l’atelier sketcher, on dessine simplement un rectangle et on côte chaque coté.
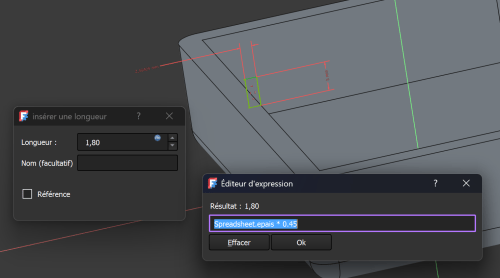
La seule particularité ici est que l’on ne vas pas entrer directement une valeur, mais passer par l’éditeur d’expression, et référencer la côte par rapport à l’alias défini dans le tableau de départ (cf image ci-dessous).
On extrude avec les mêmes règles. Attention : ici le paramètre « hauteur » sera à diviser par 2, car ma boite aura un fond et un couvercle (mais c’est mon choix, libre à vous de faire autrement).
On obtient alors un volume entièrement paramétré par les données de la feuille de calcul.
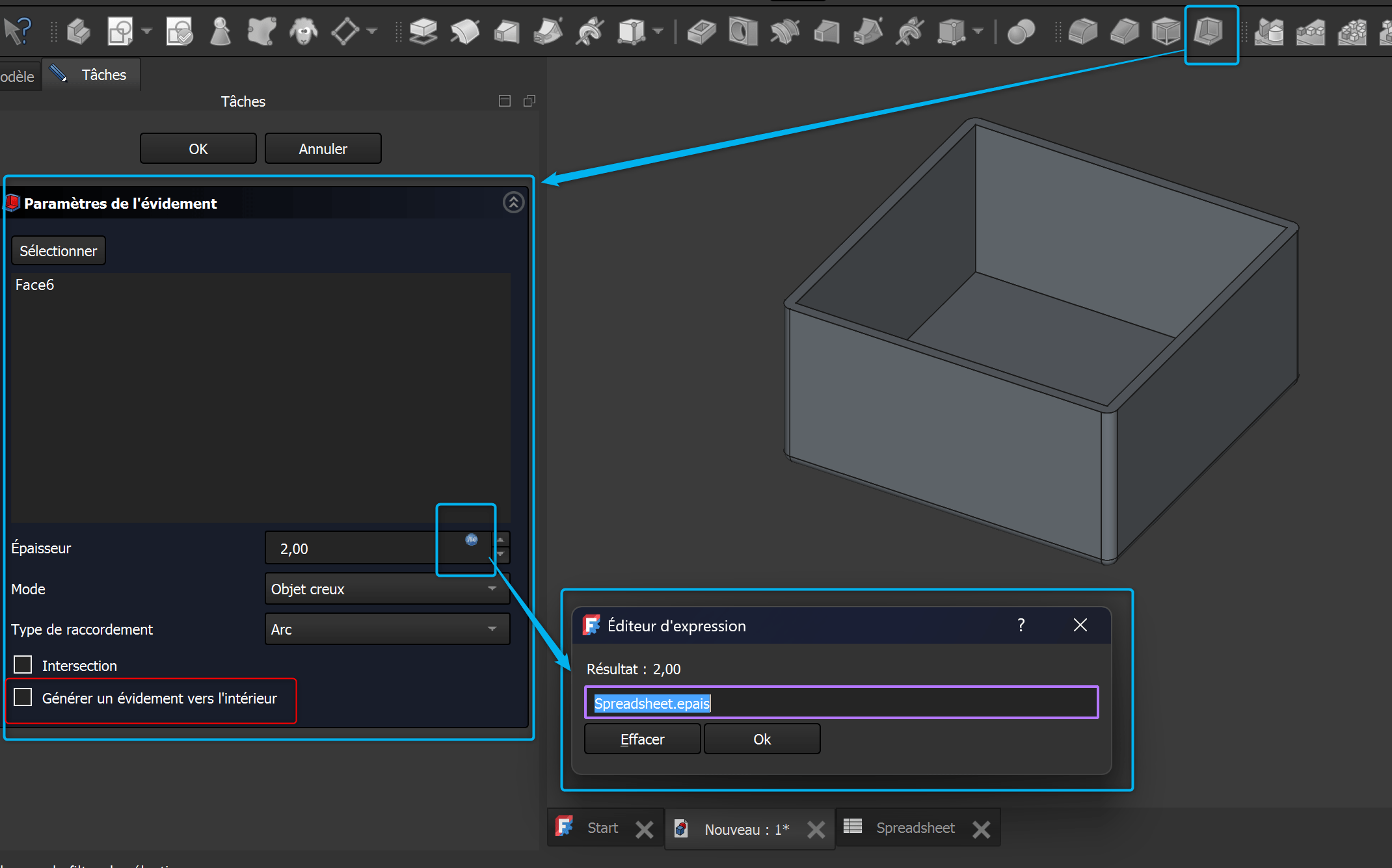
Il reste à évider la pièce en utilisant le paramètre d’épaisseur .
Remarque : J’ai choisi de décocher « Générer un évidement vers l’intérieur », car les dimensions saisies sont pour moi les côtes « utiles », donc intérieures.
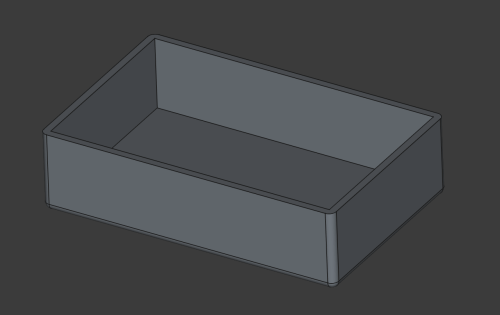
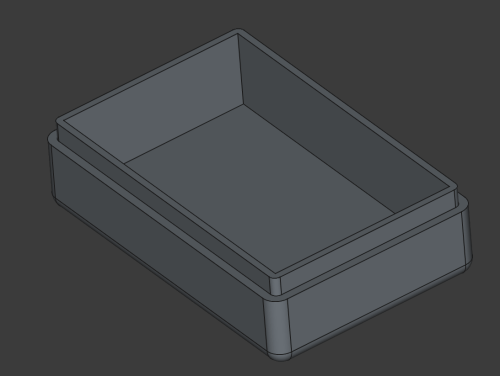
J’ai donc maintenant le fond de ma boite.
Etape 2 : dessin du couvercle
Pour le couvercle, on va simplement dupliquer (par copier/coller) la construction, et on pivote de 180 degrés la copie !
Bien penser ici à décocher la feuille de calcul, car une seule est suffisante !
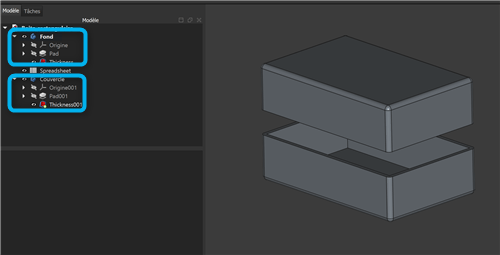
J’ai donc maintenant 2 corps, renommés « Fond » et « Couvercle ».
Etape 3 : l’assemblage
Pour assembler les 2 parties, je propose de créer une protrusion sur le fond, qui viendra s’emboiter sur une gorge du couvercle. Les dimensions seront proportionnelles à l’épaisseur des pièces, tout en introduisant un léger jeu.
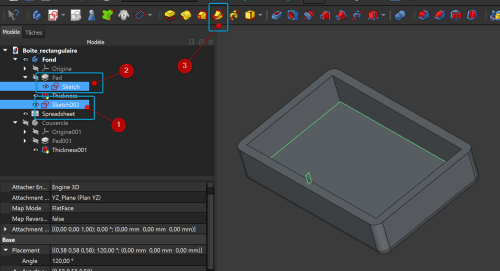
Commençons par travailler le fond.
Créons le sketch ci-dessous :
Je fixe la hauteur à 5 mm, et l’épaisseur à 45 % de l’épaisseur de la boite, soit un peu moins de la moitié (pour créer un jeu fonctionnel).
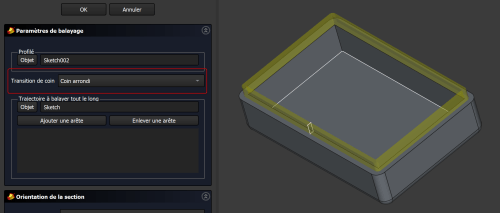
Nous effectuons ensuite un balayage de notre nouvelle esquisse sur l’esquisse de création de la boite.
Attention : pour obtenir un résultat correct, il faut bien sélectionner Transition de coin : Coin arrondi .
Notre fond est prêt.
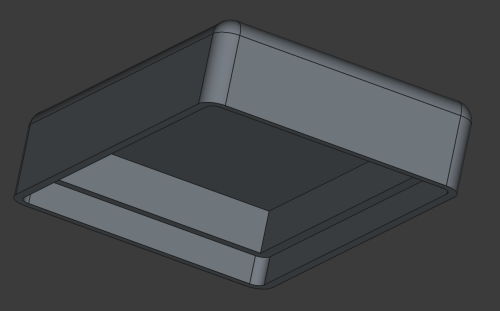
On va répéter le même procédé sur le couvercle, mais cette fois en « creusant » le chemin.
Couvercle et Fond doivent s’emboiter maintenant correctement.
Etape 4 : la fixation
Pour que les 2 parties tiennent assemblées, nous allons rajouter des clips de fixation sur le fond, et des trous sur le couvercle.
Commençons encore une fois par le fond.
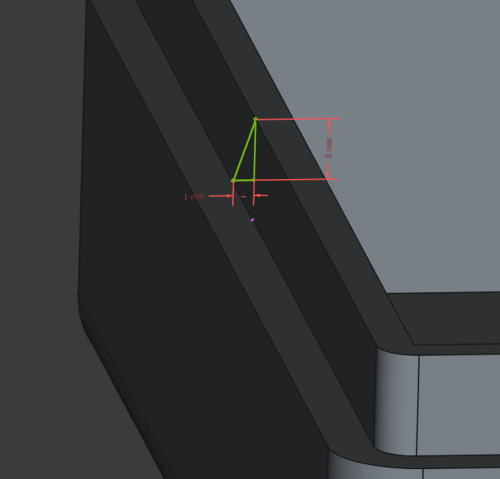
Créons juste un sketch basique contenant un simple triangle, que nous allons extruder de façon symétrique au plan de construction.
Après extrusion, une simple symétrie nous permet d’avoir le même type de clip sur les 2 côtés de la boite.
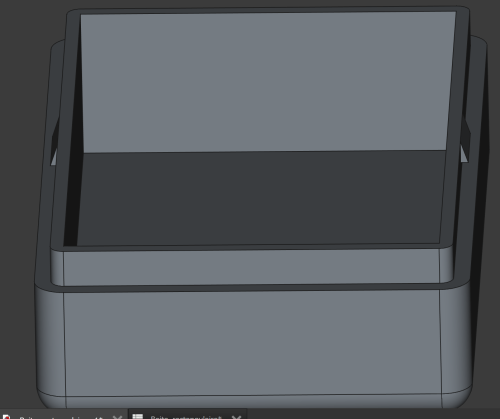
Passons maintenant au couvercle. Nous allons cette fois juste faire 2 découpes pour accueillir les clips. La seule contrainte est ici de bien prévoir dimensions et positionnement pour que les 2 pièces se clipsent sans effort mais sans trop de jeu non plus.
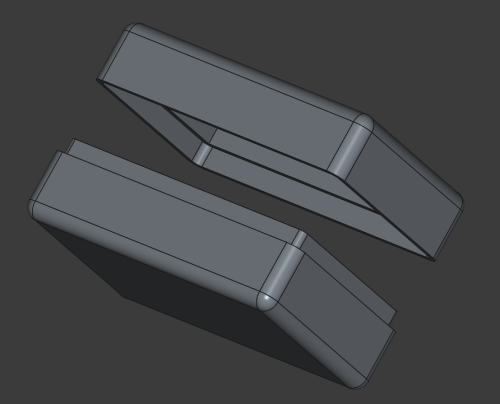
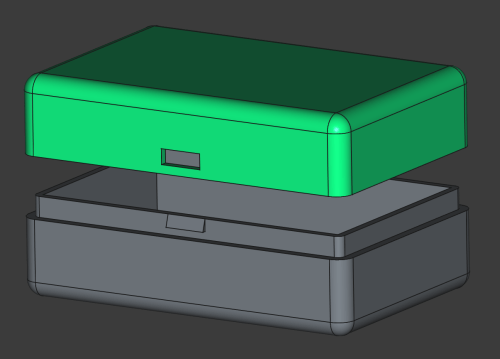
Voici le résultat final.
Nous disposons donc maintenant d’un modèle de boite paramétrable, grâce auquel nous allons pouvoir imprimer les boites qui nous conviennent !
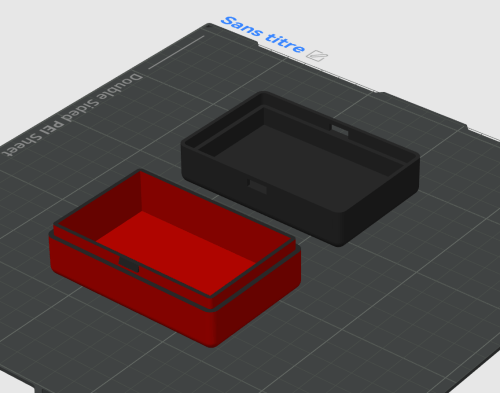
Il ne reste plus qu’à exporter les 2 corps en stl, et de les traiter dans votre slicer préféré pour impression.
Vous pouvez télécharger ci-dessous les fichiers source :
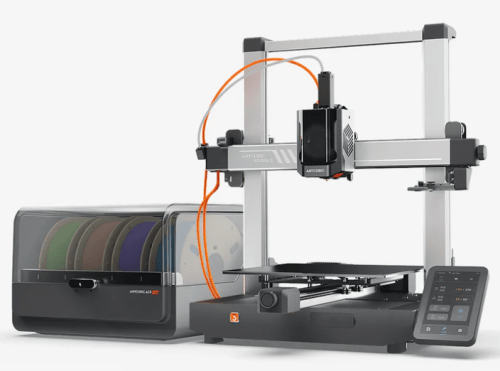
Fidèle à la marque Anycubic avec ma Kobra 2 depuis plusieurs années, je viens de faire l’acquisition d’une Kobra 3 Combo.
Par Combo, il faut comprendre qu’il s’agit d’un pack contenant une imprimante Kobra 3 et d’un boitier ACE, qui permet d’accueillir 4 bobines.
Cette solution – à l’heure où j’écris – est à 320 €, ce qui la place loin devant ses concurrentes. Mais est-ce « une bonne affaire » ?
L’aspect mécanique
Donc, d’un côté, vous avez une imprimante avec un « hub » au dessus de la tête d’impression, ce hub permettant de relier 4 tubes PFTE, qui sont reliés au ACE, gros boitier, relativement lourd (vous comprendrez plus tard pourquoi je dis cela), qui permet la gestion de 4 bobines de filament, tout en les maintenant à un température idéale (pour le PLA et l’ABS).
L’ensemble est finalement très volumineux s’il est positionné comme sur la photo ( et il ne faut pas oublier qu’il est possible de gérer un deuxième ACE, pour imprimer avec 8 bobines) .
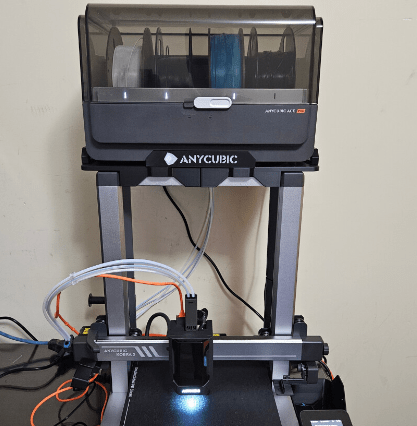
De nombreux utilisateurs ont décidé de positionner ce ACE au-dessus de l’imprimante, comme ce qui est fait par des produits concurrents, ce qui donne une installation de ce genre :
Alors, honnêtement, je pense que c’est une fausse bonne idée, et ce, pour plusieurs raisons.
D’accord, on gagne de la place sur le bureau mais :
je l’ai déjà dit, le ACE est « lourd »,
l’imprimante « vibre » énormément, surtout en mode Sport,
le centre de gravité se retrouve très haut, et le risque de basculement n’est pas négligeable.
Mais cela fonctionne visiblement !
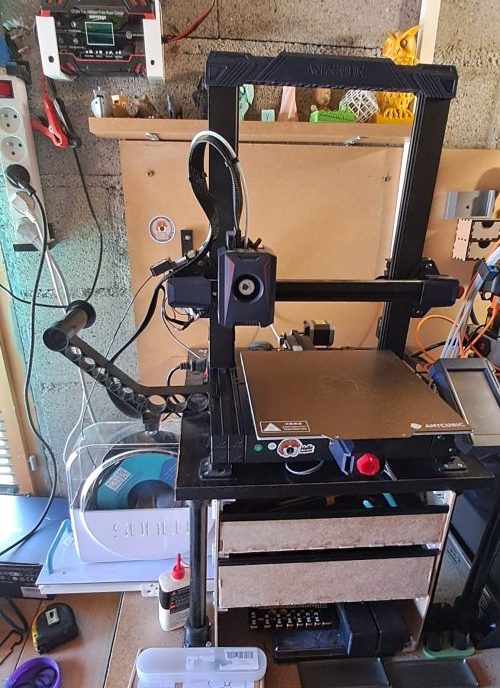
J’ai personnellement opté pour une autre solution : mettre le ACE en dessous de l’imprimante.
Ayant l’habitude de plutôt travailler debout, j’avais déjà surélevé ma Kobra 2, ce qui m’avait permis de mettre un boitier de séchage bobine en dessous.
J’ai donc naturellement appliqué ce même choix pour ma Kobra 3.
Côté tubes PFTE, ils sont assez longs pour que cela ne pose pas de problème fonctionnel, même lorsque la tête est en position haute.
Et pour l’accès au boitier ACE, 2 glissières de tiroir permettent de le sortir totalement …
L’aspect fonctionnel
Maintenant que l’imprimante est installée et est fonctionnelle, et avant de détailler comment on va imprimer en plusieurs couleurs, il est important d’avoir une idée du fonctionnement de cette imprimante !
Il va y avoir exclusivement 2 types d’impression multi-couleurs : soit les couleurs sont réparties dans le modèle (image de gauche), soit les changements de couleur sont répartis en couches (image de droite).
La Kobra 3 dispose d’une tête unique sur laquelle est connecté un Hub 4 voies. Le mécanisme d’impression « en couleur » est donc le suivant :
le ACE introduit le filament de départ,
l’imprimante « purge » la tête d’un volume déterminé,
l’impression commence, jusqu’au changement de couleur programmé,
l’imprimante « coupe » le filament,
le ACE rétracte le filament (et le rembobine), puis introduit le filament,
etc.
Le cycle se reproduit ainsi jusqu’à la fin de l’impression.
A chaque changement de couleur, la machine génère un déchet de purge.
Lorsque l’on imprime une pièce avec des changements de couleur par couche (comme le dyno de droite), les déchets restent limités. Mais si l’on imprime des pièces qui présentent plusieurs couleurs sur de mêmes couches, il faudra s’attendre à avoir un volume de déchets non négligeable par rapport au filament utile à la pièce. A noter aussi que le temps d’impression sera sérieusement rallongé.
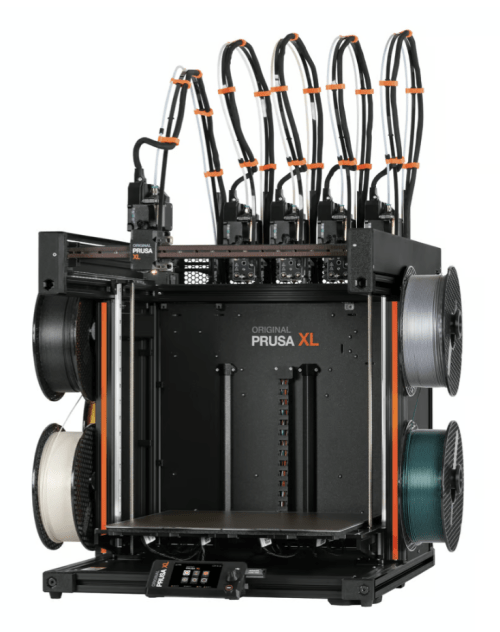
En résumé : si vous imprimez majoritairement des pièces multi-colorées, passez votre chemin ! Il faudra privilégier une imprimante multi-têtes, qui ne générera pas de déchet. Par exemple, la Prusa XL ….
Mais il vous faudra, dans cette configuration 5 Têtes, débourser 3700 €, soit un peu plus de 10 fois le prix de ma Kobra 3 !!!
L’aspect tranchage
Pour préparer les fichiers, Anycubic met à disposition son propre Slicer, nommé « Anycubic Slicer Next ».
C’est à ce jour, le seul slicer qui prends en compte nativement le ou les 2 Aces connectés à la Kobra 3. Si en plus, les bobines de filament sont équipés d’une puce RFID compatible (cela fera l’objet d’un autre article), les caractéristiques des filaments seront directement remontées dans le slicer.
Concernant le paramétrage en lui-même, pas de révolution par rapport aux slicers « classiques » comme PrusaSlicer ou Orca.
Le mode opératoire est classique :
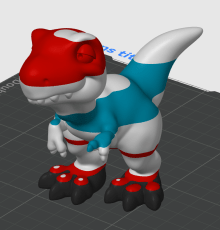
a) on charge le modèle à imprimer :
ici un petit requin articulé déjà prévu en 3 couleurs.
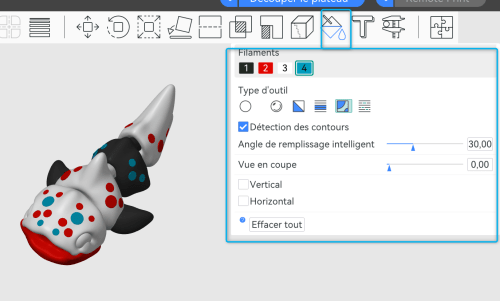
Dans l’onglet « Préparer » on va pouvoir ajuster les paramètres d’impression comme dans n’importe quel slicer. A ce stade, on peut aussi « peindre » la pièce, c’est à dire définir quel filament utiliser à tel endroit.
Une fois l’option sélectionnée, je choisis le filament, le type d’outil, et je clique sur la zone à « peindre ». J’ai ici personnalisé mon requin (dans une config qui va générer pas mal de déchets, car je vais avoir des couches avec 3 couleurs, donc 3 cycles de purge).
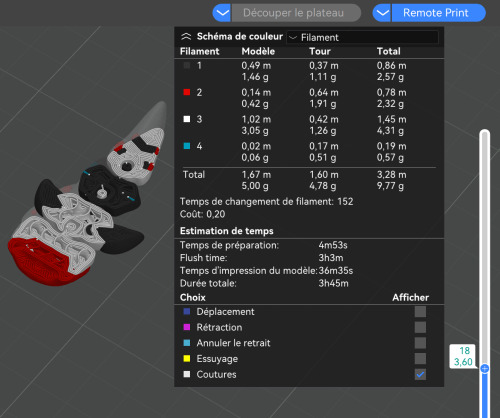
b) on tranche le modèle
Ici un exemple d’une couche « couteuse » en temps et en filament :
impression du noir puis purge puis impression du blanc puis purge puis impression du rouge puis purge puis impression du bleu. Et cela répété à chaque couche de cette nature !
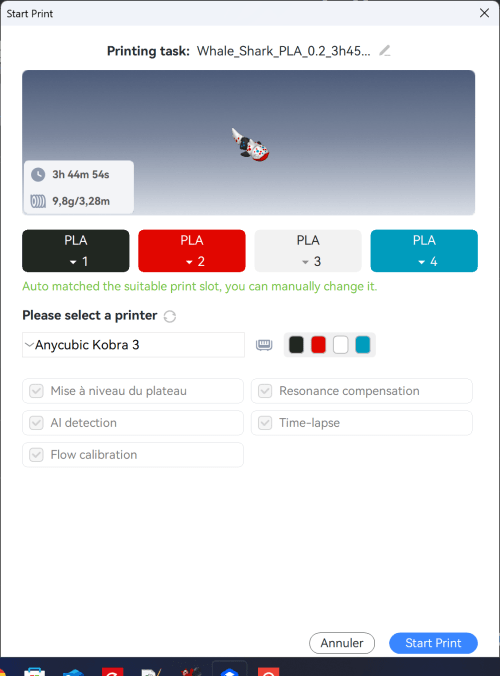
c) on sauvegarde le gcode, ou on l’envoie directement à l’imprimante
La Kobra 3 dispose d’une connexion réseau. Il est donc possible directement d’envoyer le fichier en impression.
Il est alors encore possible de modifier les couleurs globales de la pièce (on décide d’inverser 2 couleurs, ou de changer de bobine de filament). Je peux aussi décider de faire un nivellement automatique du plateau avant l’impression (ou d’autres opérations).
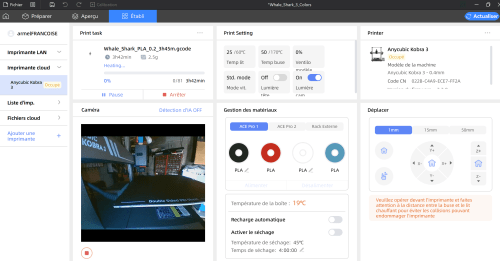
Une fois l’impression lancée, on peux suivre l’impression (et oui, la Kobra 3 Combo est livrée avec une caméra). Il est aussi possible de modifier les paramètres de température de la buse, du plateau, du ACE.
Ensuite, il n’a y plus qu’à attendre, et dans sa catégorie, elle fait le job, avec une belle qualité d’impression.
Un bon investissement alors la Kobra 3 Combo ?
Mon avis est que pour le prix, le résultat est quand même bluffant. Alors d’accord, on génère des déchets et on rallonge les temps d’impression. Mais en comparaison tu temps passé à préparer et à peindre une pièce, cela n’est pas grand chose. Et puis, l’usage n’est pas « toujours » à l’impression multi-couleur : il y a aussi un usage de changement de couleur par couche, comme dans le cas des impressions HueForge (cela aussi fera l’objet d’un prochain article).
Et personnellement, j’apprécie d’avoir toujours à disposition 4 couleurs différentes à choisir au moment de l’impression, lorsque j’imprime un modèle mono-couleur.
4 impressions à suivre en indiquant simplement quel bobine utiliser à l’ACE
Donc, ma réponse est oui. Pour le prix, vous ne trouverez pas mieux !
Ce qu’il est possible d’améliorer
1) la stabilité
c’est certainement la première chose à faire ! La Kobra 3 est rapide. En mode « Sport », elle a même tendance à terriblement vibrer. Il est donc important à mon sens de tenter d’amortir au maximum les vibrations engendrées. Personnellement, j’ai choisi de monter mon imprimante sur des tampons amortisseurs imprimés en TPU, et fixé sur le plan de travail.
Une bonne assurance pour moi que ma Kobra 3 ne terminera pas sa course quelques mètres plus bas. Vous trouverez différents modèles sur le net.
2) récupération des déchets
Comme décris précédemment, l’imprimante génère tout un tas de petits déchets (je vais voir si je peux en faire quelques chose dans un autre article). Ces déchets sont éjectés sur la partie droite de l’imprimante. Une évolution utile consiste à diriger ces rejets dans un bac . Ubne fois encore, il existe de nombreux modèles dispo sur la toile. J’ai perso retenu un modèle très simple qui renvoie simplement vers le bas, dans un récipient les déchets.
Un système à améliorer car quand la tête est très haute, tout ne tombe pas toujours dans mon récupérateur !!!
3) se passer du ACE
Le ACE, c’est bien, mais il a ses limites. Il n’accepte pas le TPU par exemple. Et si, pour une impression, on a besoin ponctuellement de ce type de filament, il faut enlever un PFTE, et alimenter la tête manuellement. Heureusement, encore une fois sur plusieurs sites, on peux trouver des designs de HUB modifiés. Pour ma part, j’ai opté pour un HUB 5 voies, utilisant des connecteurs ECAS04, connecteurs standard pour les tubes PFTE.
J’ai donc maintenant la possibilité soit d’utiliser le ACE avec ses 4 bobines, soit d’utiliser une bobine externe, et ce, sans avoir à démonter quoique ce soit !
Et pour terminer
Sachez qu’il est possible d’acheter la Kobra 3 seule, le ACE seul, qu’il existe un modèle Kobra 3 Max (avec un plus grand volume d’impression) et qu’un kit de migration de la Kobra 3 vers Kobra 3 Max est annoncé !
Sur le site officiel de Anycubic, vous trouverez aussi la Kobra S1 Combo, imprimante avec enceinte de protection et ACE, qui ressemble comme 2 gouttes d’eau à une de ces concurrentes que je ne nommerais pas.
L’achat d’un scanner 3D reste encore un investissement important pour un usage amateur.
Mais il existe une solution très économique : utiliser une kinect, que l’on va pouvoir trouver à un prix dérisoire (de l’ordre de 20 à 30 €) sur de nombreux sites de revente. Cette solution ne va bien entendu pas égaler la finesse de numérisation offerte par des scanners à 800 €, mais pour le prix, le résultat est plus qu’intéressant.
La Kinect, qu’est-ce que c’est ?
La « kinect » est initialement un périphérique conçu par Microsoft pour la XBox 360 en 2008 dans sa version V1 et pour la XBox One dans sa version V2. Le projet verra finalement sa fin en 2017, faute de ventes suffisantes.
Le principal intérêt de ce produit réside dans le fait qu’il est équipé d’une lentille qui exploite la profondeur de champ, et que des pilotes libres ont été portés sous Windows.
A partir de là, il suffit d’un logiciel capable de traiter le flux généré, et l’on dispose de tous les ingrédients d’une solution de numérisation 3D.
Que faut-il se procurer ?
La première chose à faire est de se procurer une Kinect, de préférence en V1 (XBox 360), car c’est celle qui sera reconnue sans problème par les différentes solutions logicielles disponibles. Il est important que l’appareil soit fourni en configuration PC, c’est à dire avec un cordon adaptateur USB (généralement avec une alimentation supplémentaire intégrée).
Vous aurez aussi besoin de pilotes spécifiques, disponibles ici .
Remarque importante :
On lit souvent que la kinect ne fonctionne que sous Windows 7, est instable, etc. Il n’y a aucun problème pour la faire fonctionner sous Windows 10 (peut-être 11 mais je n’ai pas essayé). Il faut juste comprendre une chose : lorsque vous allez brancher votre kinect pour la première fois, Windows va tenter d’installer les pilotes qui lui semblent le plus adapter et va associer à votre kinect les pilotes prévus pour la ….. XBox, et ce, même si vous avez installé les drivers que vous venez de télécharger.
Alors, pour ne pas vous posez de questions, suivez le mode opératoire ci-dessous :
a) branchez votre kinect et attendez que windows la reconnaisse,
b) ouvrer le « gestionnaire des périphériques ». Vous allez trouver votre kinect, normalement associée aux drivers XBox. IL y en aura 3 ou 4. Désinstallez pour chaque ligne le périphérique et son driver,
c) débranchez la kinect,
d) installé le kit « Kinect for Windows SDK v1.8 » que vous avez téléchargé,
e) rebrancher votre kinect.
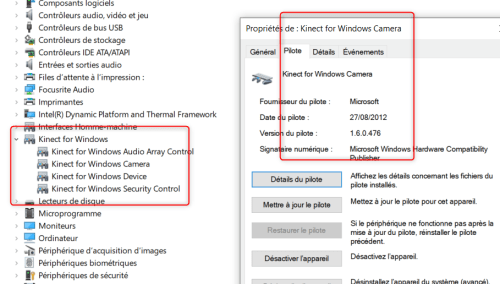
Dans le gestionnaire de périphériques, vous devriez maintenant retrouver votre kinect configurée ainsi :
Il s’agit bien maintenant des pilotes Microsoft !
Côté logiciel
Vous trouverez principalement 2 outils qui permettent de mettre en œuvre la kinect V1 :
ReconstructMe (disponible en version 2.5.1034 ici)
Pour ma part, je n’ai jamais vraiment réussi à obtenir un résultat exploitable avec ReconsctrucMe (je ne suis sans doute pas très doué), alors qu’avec Skanect, je n’ai rencontré aucun problème.
C’est donc ce logiciel que je vais utiliser dans la suite de cet article.
Skanect : 2 versions
Skanect n’est bien entendu plus maintenu. Mais en cherchant bien, vous arriverez à trouver 2 versions : une version gratuite et une version payante. La seule différence est une limitation en terme de nombre de faces (et d’arêtes) sur la version payante. Vous verrez que dans la suite de cet article, j’utilise une version débridée, et je vous montrerais aussi ce que la version limitée vous permettra d’obtenir.
Il ne faut pas oublier que, de toute façon, la kinect reste un scanner avec une résolution très limitée. Il faudra donc de toute façon abandonner l’idée de vouloir numériser une petite pièce.
L’usage (ludique) sera plutôt de réserver ce matériel à la numérisation du buste d’une personne par exemple.
Skanect par l’exemple
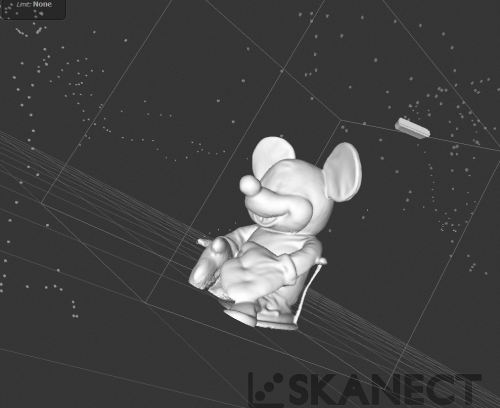
Ne disposant pas d’un cobaye humain, je vais faire appel à cette grosse peluche Mickey qui trône dans la chambre de l’un de mes enfants …
On peux dire qu’il est pratiquement de la taille d’un visage humain (voir plus).
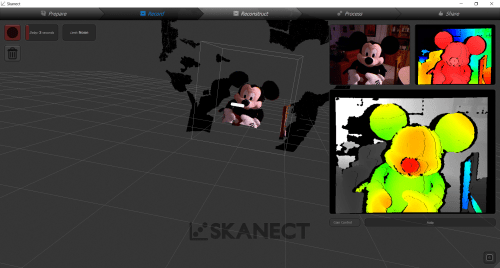
Etape 1 : lancement de Skanect
Lorsque votre logiciel est bien configuré, vous devez vous trouver devant un écran de ce type. Les 3 petites fenêtres de droite vous montrent la vision des différents capteurs de la kinect. L’objectif va maintenant être de pouvoir scanner l’ensemble des surfaces de notre modèle, en obtenant le maximum de surface verte (qui représente la bonne distance de scan).
Etape 2 : la numérisation
La principale difficulté à ce stade est de bien prendre son temps et passer vraiment partout, tout ceci en aveugle, car il n’y a pas de visualisation de la construction en temps réel.
Etape 3 : La reconstruction
Si tout se passe bien, vous devriez obtenir un modèle en 3D correctement assemblé.
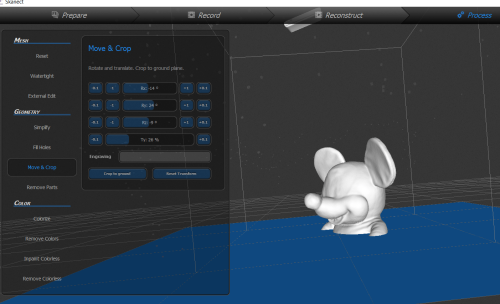
Etape 4 : Le post_traitement.
Mon objectif initial étant de réaliser un buste de mon modèle, Skanect dispose d’outils permettant de réorienter le modèle par rapport au plan de base.
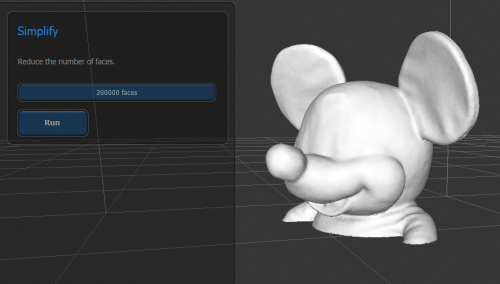
Etape 5 : La simplification
Le scan obtenu – dans cette version débridée de skanect – contient 1 108 599 faces, ce qui est finalement très lourd pour notre objectif final d’impression.
Parmi les outils proposés, une option de simplification est disponible. Il est alors possible de définir le nombre cible de faces.
Avec une réduction à 200 000 faces, on ne distingue pas réellement de différence, et le modèle devient plus facilement exploitable pour un slicer.
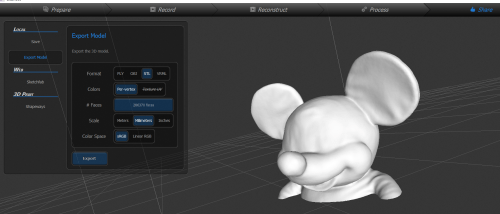
Etape 6 : Génération du fichier stl
L’outil permet l’exportation dans différents formats. Pour mon usage, je vais exporter le fichier au format stl.
Il suffit ensuite de renseigner le nom et le répertoire de stockage du fichier.
Et ensuite …
Une fois le fichier stl généré, il est exploitable comme d’habitude (possibilité de travailler le stl, de le slicer pour impression).
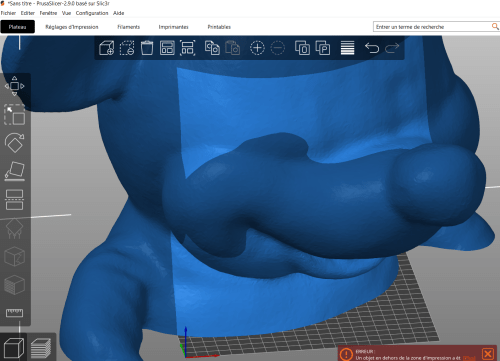
Exemple du fichier mickey.stl dans mon slicer :
Bien évidemment, le fichier stl est (normalement) généré à l’échelle, ce qui génère une erreur dans le slicer !
Il sera nécessaire, soit de découper l’objet (si vous voulez une impression taille réelle – avec Luban par exemple), soit le redimensionner.
En conclusion
Pour un investissement minime, on dispose d’une solution ludique pour imprimer la miniature d’un objet, d’un buste.
Il faudra néanmoins garder à l’esprit que la procédure de scan n’est pas toujours simple, et que les détails trop fins ne seront pas nécessaire visibles.